精品文档---下载后可任意编辑一、填空题1
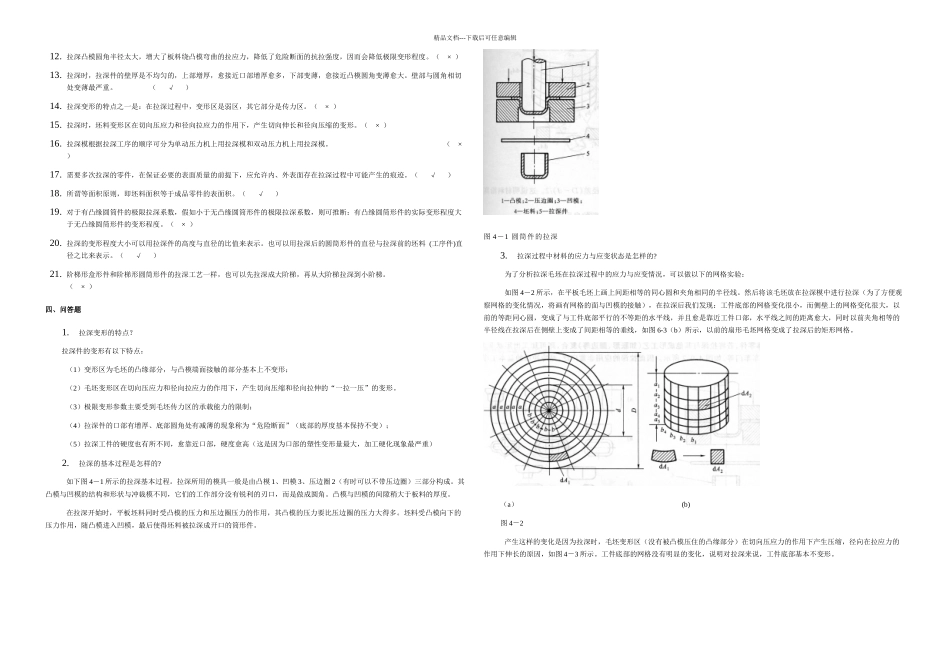
拉深是是利用拉深模将平板毛坯压制成开口空心件或将开口空心件进一步变形的冲压工艺
拉深凸模和凹模与冲裁模不同之处在于,拉深凸、凹模都有一定的圆角 而不是锐利 的刃口,其间隙一般稍大于 板料的厚度
拉深系数 m 是拉深后的工件直径 和拉深前的毛坯直径 的比值,m 越小,则变形程度越大
拉深过程中,变形区是坯料的凸缘部分
坯料变形区在切向压应力和径向拉应力的作用下,产生切向压缩 和径向伸长的变形
对于直壁类轴对称的拉深件,其主要变形特点有:(1)变形区为凸缘部分 ;(2)坯料变形区在切向压应力 和径向拉应力 的作用下,产生切向压缩 与径向的伸长 ,即一向受压、一向收拉的变形;(3)极限变形程度主要受传力区 承载能力的限制
拉深时,凸缘变形区的起皱 和筒壁传力区的拉裂 是拉深工艺能否顺利进行的主要障碍
拉深中,产生起皱的现象是因为该区域内受较大的压应力 的作用,导致材料失稳 _而引起
拉深件的毛坯尺寸确定依据是面积相等的原则
拉深件的壁厚不均匀
下部壁厚略有减薄 ,上部却有所增厚
在拉深过程中,坯料各区的应力与应变是不均匀 的
即使在凸缘变形区也是这样,愈靠近外缘,变形程度愈大 ,板料增厚也愈大
板料的相对厚度 t/D 越小,则抵抗失稳能力越愈弱 ,越容易 起皱
因材料性能和模具几何形状等因素的影响,会造成拉深件口部不齐,尤其是经过多次拉深的拉深件,起口部质量更差
因此在多数情况下采纳加大加大工序件高度或凸缘直径 的方法,拉深后再经过切边 工序以保证零件质量
拉深工艺顺利进行的必要条件是筒壁传力区最大拉应力小于危险断面的抗拉强度
正方形盒形件的坯料形状是圆形 ;矩形盒形件的坯料形状为长圆形 或椭圆形
用理论计算方法确定坯料尺寸不是绝对准确,因此对于