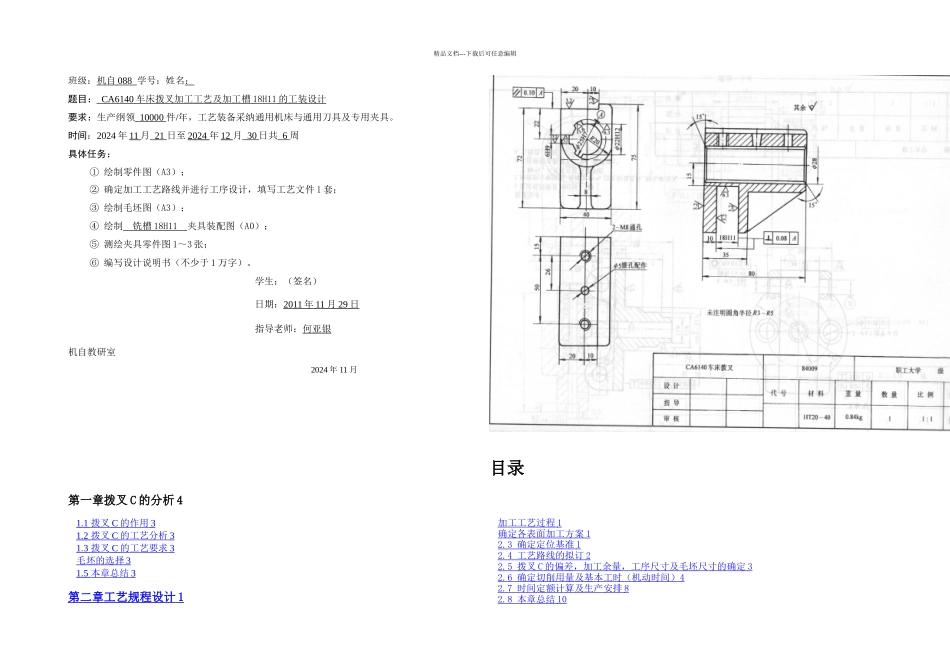
精品文档---下载后可任意编辑班级:机自 088 学号:姓名:题目: CA6140 车床拨叉加工工艺及加工 槽 18H11 的 工装设计 要求:生产纲领 10000 件/年,工艺装备采纳通用机床与通用刀具及专用夹具
时间:2024 年 11 月 21 日至 2024 年 12 月 30 日共 6 周具体任务:① 绘制零件图(A3);② 确定加工工艺路线并进行工序设计,填写工艺文件 1 套;③ 绘制毛坯图(A3);④ 绘制 铣槽 18H11 夹具装配图(A0);⑤ 测绘夹具零件图 1~3 张;⑥ 编写设计说明书(不少于 1 万字)
学生:(签名)日期:2011 年 11 月 29 日 指导老师:何亚银机自教研室2024 年 11 月目录第一章拨叉 C 的分析 41
1 拨叉 C 的作用 3 1
2 拨叉 C 的工艺分析 3 1
3 拨叉 C 的工艺要求 3 毛坯的选择 3 1
5 本章总结 3 第二章工艺规程设计 1 加工工艺过程 1 确定各表面加工方案 1 2
3 确定定位基准 1 2
4 工艺路线的拟订 2 2
5 拨叉 C 的偏差,加工余量,工序尺寸及毛坯尺寸的确定 3 2
6 确定切削用量及基本工时(机动时间) 4 2
7 时间定额计算及生产安排 8 2
8 本章总结 10 精品文档---下载后可任意编辑第三章铣槽 18H11 夹具设计 11 3
1 讨论原始质料 11 3
2 定位基准的选择 11 夹具方案的设计选择 11 3
4 切削力及夹紧分析计算 11 3
5 误差分析与计算 12 3
6 夹具设计及操作的简要说明 12 总结 12 参考文献 13 精品文档---下载后可任意编辑第一章拨叉 C 的分析1
1 拨叉 C 的作用题目所给的零件是 CA6140 车床的拨叉
它位于车床变速机构中,主要起换档,使主轴回转运动根据工作者的要求工作,获得所需的速度和扭矩的作