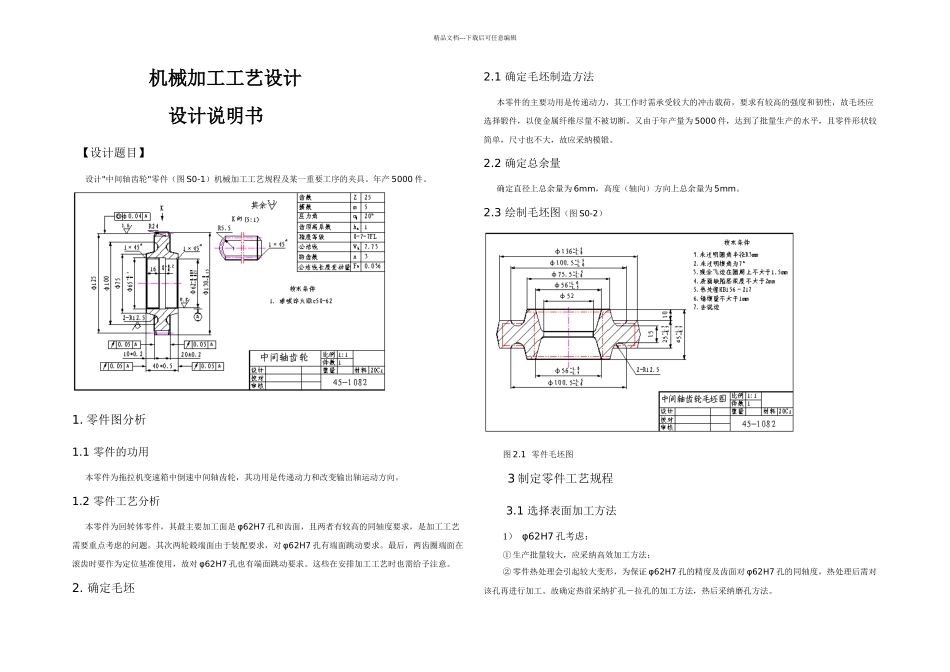
课题名称机械加工工艺设计 精品文档---下载后可任意编辑机械加工工艺设计 设计说明书【设计题目】设计"中间轴齿轮"零件(图 S0-1)机械加工工艺规程及某一重要工序的夹具
年产 5000 件
零件图分析1
1 零件的功用本零件为拖拉机变速箱中倒速中间轴齿轮,其功用是传递动力和改变输出轴运动方向
2 零件工艺分析本零件为回转体零件,其最主要加工面是 φ62H7 孔和齿面,且两者有较高的同轴度要求,是加工工艺需要重点考虑的问题
其次两轮毂端面由于装配要求,对 φ62H7 孔有端面跳动要求
最后,两齿圈端面在滚齿时要作为定位基准使用,故对 φ62H7 孔也有端面跳动要求
这些在安排加工工艺时也需给予注意
1 确定毛坯制造方法本零件的主要功用是传递动力,其工作时需承受较大的冲击载荷,要求有较高的强度和韧性,故毛坯应选择锻件,以使金属纤维尽量不被切断
又由于年产量为 5000 件,达到了批量生产的水平,且零件形状较简单,尺寸也不大,故应采纳模锻
2 确定总余量确定直径上总余量为 6mm,高度(轴向)方向上总余量为 5mm
3 绘制毛坯图(图 S0-2)图 2
1 零件毛坯图3 制定零件工艺规程3
1 选择表面加工方法1) φ62H7 孔考虑:① 生产批量较大,应采纳高效加工方法;② 零件热处理会引起较大变形,为保证 φ62H7 孔的精度及齿面对 φ62H7 孔的同轴度,热处理后需对该孔再进行加工
故确定热前采纳扩孔-拉孔的加工方法,热后采纳磨孔方法
精品文档---下载后可任意编辑2) 齿面根据精度 8-7-7 的要求,并考虑生产批量较大,故采纳滚齿-剃齿的加工方法
3) 大小端面 采纳粗车-半精车-精车加工方法
4) 环槽 采纳车削方法
2 选择定位基准1) 精基准选择齿轮的设计基准是 φ62H7 孔,根据基准重合原则,并同