精品文档---下载后可任意编辑甲方:乙方:签订日期:年月日 甲方就所需的项目检具,委托乙方进行设计、制作和提供相应的技术服务,经双方友好协商,达成如下协议:1
设计依据:1
1 甲方提供的产品数模、结构图、MCP 等相关工艺资料(CATIA、CAD 格式);1
2 国家及汽车产业相关标准、法令、法规的要求(如安全、环保);2
检具的设计与制造要求:2
1 检具的设计、制造和验收应以产品 3D(2D)图纸和经海南宇傲核准承认的检具设计方案为基准
2 在正常的使用频率和良好的保养条件下,应保证检具与其相对应的模具或焊装夹具有相同的使用寿命
3 销和销孔、轴和轴孔等旋转定位面,加工表面的粗糙度为;其他一般基准面和型面为;其他机加表面粗糙度不低于
4 检具结构2
1 检具材料要求:单件检具:钢管骨架、树脂本体、铝板、钢板总成检具:钢结构检测块:铝或钢材质定位销、检测销:T10A\T12A\20GrMnTi\SKD11,硬度要求为:60~65HRC底座材料:(1)尺寸小于 700mm x 500mm 中小型检具,底座采纳商业铸铝(硬质铝合金)
(2)尺寸大于 700mm x 500mm 钢结构或铸铁
以上材料选择以保证检具的质量和精度的稳定性为原则,如有特别情况,须与海南宇傲说明并协定
且原则上检具供应商应在检具预验收时向海南宇傲提供检具的使用材料说明报告
2 检具定向要求:检具的定向须尽可能与整车(GD&T)的基准相一致,即被测零件与检具基座的位置关系,尽可能使用装车位置,假如出于方便测量及更合理地定位等因素考虑,实际定位相对装车位置有偏离时,应以 90°为增量进行偏转,且需得到海南宇傲的认可
除非另有与海南宇傲协定或特别说明
3 基准块:须与检具底座或框架一体加工、制造
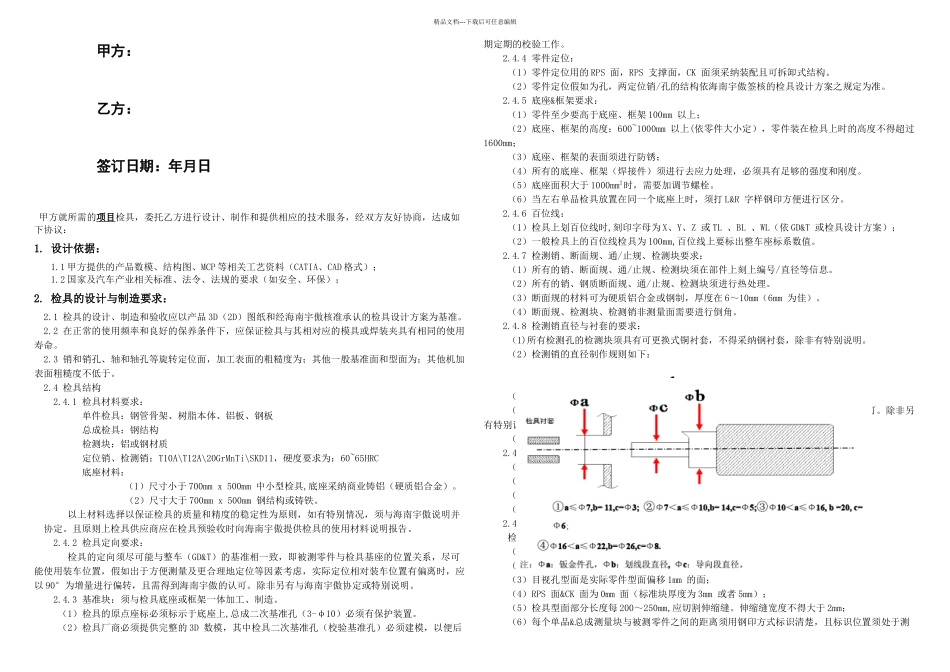
(1)检具的原点座标必须标示于底座上,总成二次基准孔(3-φ10)必须有保