对 接 焊 接 接 头 超 声波检测工艺规程 1
0 目 的 及 适 用 范 围 1
1 目 的 为 保 证 钢 接 接 头 的 超 声 波 检 测 工 作 质 量 , 提 供 准 确 可 靠 的 检 测 数据 , 特 制 定 本 规 程
2 适 用 范 围 1
1 本 规 程 规 定 了 承 压 设 备 焊 接 接 头 的 超 声 波 检 测 和 缺 陷 等 级 评定 ; 1
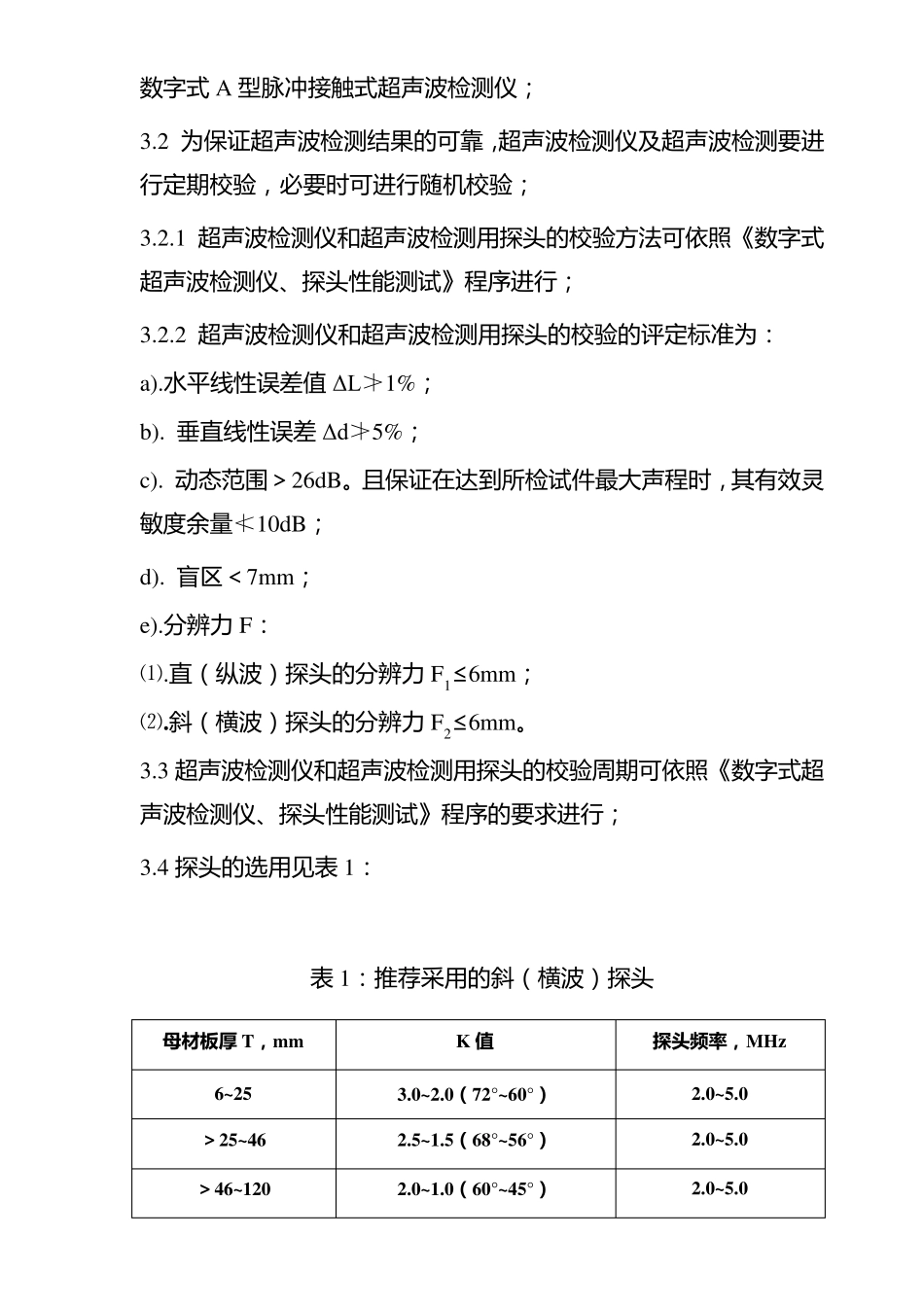
2 本 规 程 适 用 于 : a)母 材 厚 度 为 6mm~400mm全 熔 化 焊 对 接 焊 接 接 着 的 超 声 波 检 测 ; b) 管 座 角 焊 缝 的 超 声 波 检 测 ; 1
3 本 规 程 不 适 用 于 : a)铸 钢 等 粗 晶 材 料 对 接 接 头 的 超 声 波 检 测 ; b)外 径 < Φ159mm 的 焊 接 接 头 、内 径 ≤Φ200mm 的 管 座 角 焊 缝 的 超声 波 检 测 ; c)外 径 < Φ250mm 或 内 外 径 之 比 小 于80%的 纵 向 对 接 焊 接 接 头 的超 声 波 检 测
0 编 制 依 据 2
1 本 程 序 依 据 JB/T4730-2005
3《 承 压 设 备 无 损 检 测 》 编 制 ; 2
2 本 程 序 参 照 GB11345-1989《 钢 焊 缝 手 工 超 声 波 探 伤 方 法 和 结 果分 级 》 编 制 ; 3
0 检 测 设 备 和 材 料 3
1 本 工 艺 规 程 选 定 的 设 备 为 : 数 字 式 A 型 脉 冲 接 触 式 超 声 波 检 测 仪 ; 3
2 为 保 证 超 声 波 检 测 结 果 的 可 靠 ,超 声 波 检 测 仪 及 超 声 波 检 测 要 进行 定 期 校 验 , 必 要 时 可 进 行 随 机 校 验 ; 3