对接立焊实操练习 课 题:12mm钢板的 V形坡口对接立焊 教学目的:通过讲解、示范、分组练习,使学生掌握焊条电弧焊运条的基本动作及操作方法
教学重点:打底焊,填充焊、盖面焊 教学难点:1控制引弧位置、2控制熔孔大小和形状、3控制好接头质量 教学方法:讲解、示范、分组练习
焊前准备: 1
焊机 ZX7-400逆变焊机 2
试件 300mm×150mm×12mm 3
焊条 E4303 φ 3
0 导语:在立焊时,液态金属受重力作用而下坠,容易产生焊瘤,焊缝成形困难
在打底层焊接时,由于熔渣的熔点低,流动性强,熔池金属和熔渣易分离,会造成熔池部分脱离熔渣的保护,操作或运条角度不当,容易产生气孔,它对焊缝质量的优劣,焊缝成形的好坏起着决定性的影响
试板装配尺寸(表1) 坡口角度/ 装配间隙/㎜ 钝边/㎜ 反变形/° 错变量/㎜ 60 施焊端 2
5 终焊端 3
2 1 2—3 ≤2 板对接立焊的焊接参数(表2) 焊接层次 焊条直径/㎜ 焊接电流/A 打底焊 填充焊 盖面焊 3
0 70~80 110~130 110~120 授课内容: 一、打底焊 1
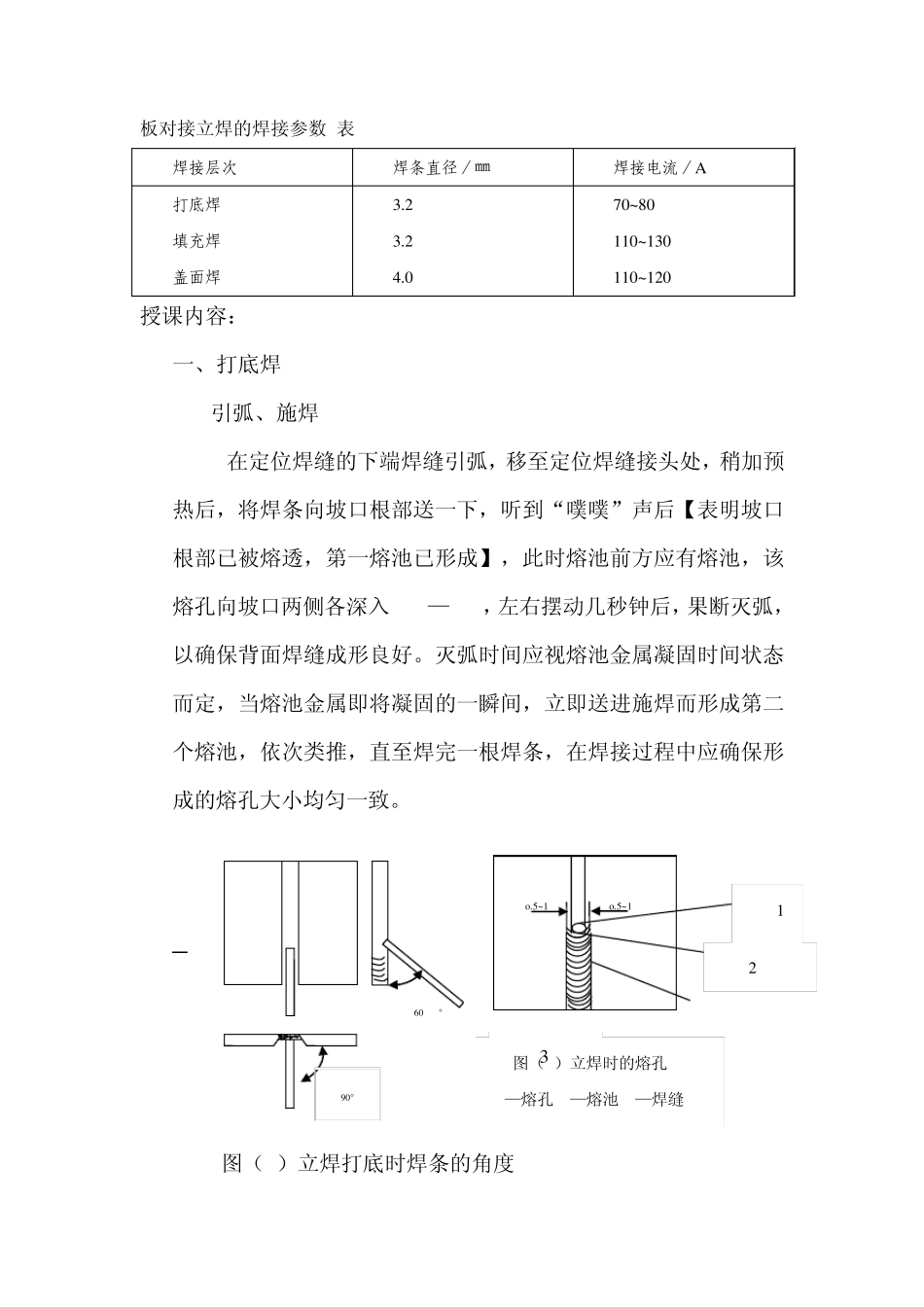
1引弧、施焊 在定位焊缝的下端焊缝引弧,移至定位焊缝接头处,稍加预热后,将焊条向坡口根部送一下,听到“噗噗”声后【表明坡口根部已被熔透,第一熔池已形成】,此时熔池前方应有熔池,该熔孔向坡口两侧各深入0
5—1mm,左右摆动几秒钟后,果断灭弧,以确保背面焊缝成形良好
灭弧时间应视熔池金属凝固时间状态而定,当熔池金属即将凝固的一瞬间,立即送进施焊而形成第二个熔池,依次类推,直至焊完一根焊条,在焊接过程中应确保形成的熔孔大小均匀一致
图(1)立焊打底时焊条的角度 o
5~1 2 1 3 图(2)立焊时的熔孔 1—熔孔 2—熔池 3—焊缝 60°90° 1
2焊条角度 焊条与试板两侧夹角要确保