1 目的 1
1 本工艺规程规定了手工焊接工艺相关的焊接工具与材料、操作方法和检验方法
2 适用范围 2
1 本工艺规程适用于产品的手工焊接工艺的指导
3 适用人员 3
1 本工艺规程适用于手工焊接专职工艺人员、手工焊接操作人员、手工焊接检验人员
4 名词/术语 4
1 手工焊接系统:指手工焊接操作所使用的焊接电烙铁或其它焊接设备
2 焊接时间:从烙铁头接触焊料到离开焊料的时间,即焊料处于加热过程中时间
3 拆焊:返工、返修或调试情况下,使用专用工具将两被焊件分离的手工焊接工艺操作方法
4 主面:总设计图上定义的一个封装与互连结构(PCB)面(通常为包含元器件功能最复杂或数量最多的那一面)
5 辅面:与主面相对的封装与互连结构(PCB)面
6 冷焊点:是指呈现很差的润湿性、外表灰暗、疏松的焊点
7 焊料受拢:焊料在焊接过程中发生移动而形成的应力纹
8 反润湿:熔化的焊料先覆盖表面然后退缩成一些形状不规则的焊料堆,其间的空档处有薄薄的焊料膜覆盖,未暴露基底金属或表面涂敷层
5 焊接工艺规范 5
1 焊接流程 检验焊前准备 焊接设备 参数确认施焊清洗转下道 工序手工清洗/设备清洗返工/返修 /报废YN 5
2 焊接原理 5
1 手工焊接中的锡焊的原理是通过加热的烙铁将固态焊锡丝加热熔化,再借助于助焊剂的作用,使其流入被焊金属之间,待冷却后形成牢固可靠的焊接点;锡焊是通过润湿、扩散和冶金结合这三个物理、化学过程来完成的,被焊件未受任何损伤;图 6-1 是放大 1000 倍的焊点剖面
图 6-1 焊点剖面 5
3 手工焊接操作方法 5
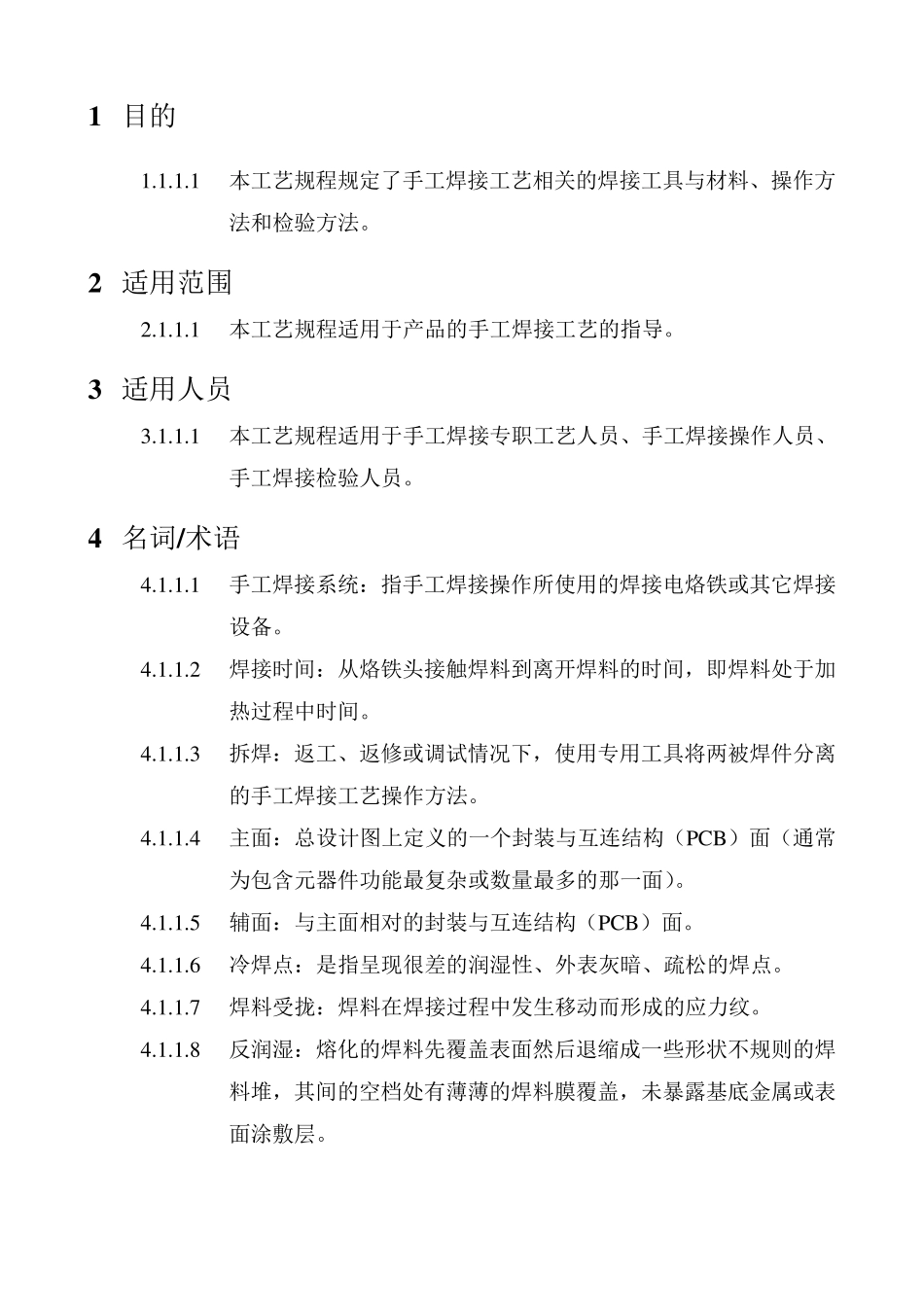
1 电烙铁的握法 5
1 电烙铁的基本握法分为三种(图 6-2): 图6-2 电