1、工程概况:大烟道按管径不同分为三种:©5000 和©4500、4)3200,根据施工图纸及考虑安装等原因,拟加工的管道最重约 15 吨,最轻约 10 吨,灰斗和导气管按图纸尺寸进行制作,运输到现场进行安装
2、编制依据:2
1 鞍山冶金设计研究总院设计的图纸;2
2《钢结构工程施工质量验收规范》GB50205-2001;23《建筑钢结构焊接规程》JGJ81-2002;2
4《冶金机械设备安装工程施工及验收规范》(烧结设备);3、施工准备:3
1 图纸业经会审,对图中存在的疑问和不解之处己解决,并向班组做完技术交底工作
2 在制作场地安装三台荷重 10 吨的龙门吊,搭设 20X8000X25000 的钢平台一座,安装一台可卷 20mm 厚钢板的卷板机一台
3 制作场地设置电焊机 10 台,焊条(剂)烘干箱 1 台
4、材料及焊条的检验:加工前必须对所采用的板材、型材等材料予以检验,钢材材质为 Q235B,禁止釆用不符合设计和规范要求及质量不合格的材料
焊条:对 Q235-B 钢与 Q235B 钢焊接采用 E4313 型,如采用自动焊或半自动焊则采用H08A 焊丝并配以相应的焊剂,焊丝的性能应符合 GB1300-88 规定
釆用二氧化碳保护焊时,焊丝 ER50-6 或 JX
MG50-6
5、加工制作:5
1 钢材测量尺寸前应先将两端不规则部分切除,割除边料
2 气割前应将切割线两侧表面的铁锈污物清理干净,切割后清除熔渣飞溅
3 下料后的零件应按图编号
4 切割的允许偏差:长度:±3mm切割面平面度:>0
056局部缺口深度:>lnmi5
5 钢板矫平应以不得损伤母材为原则,个别处的伤痕深度不大于 0
5nuno5
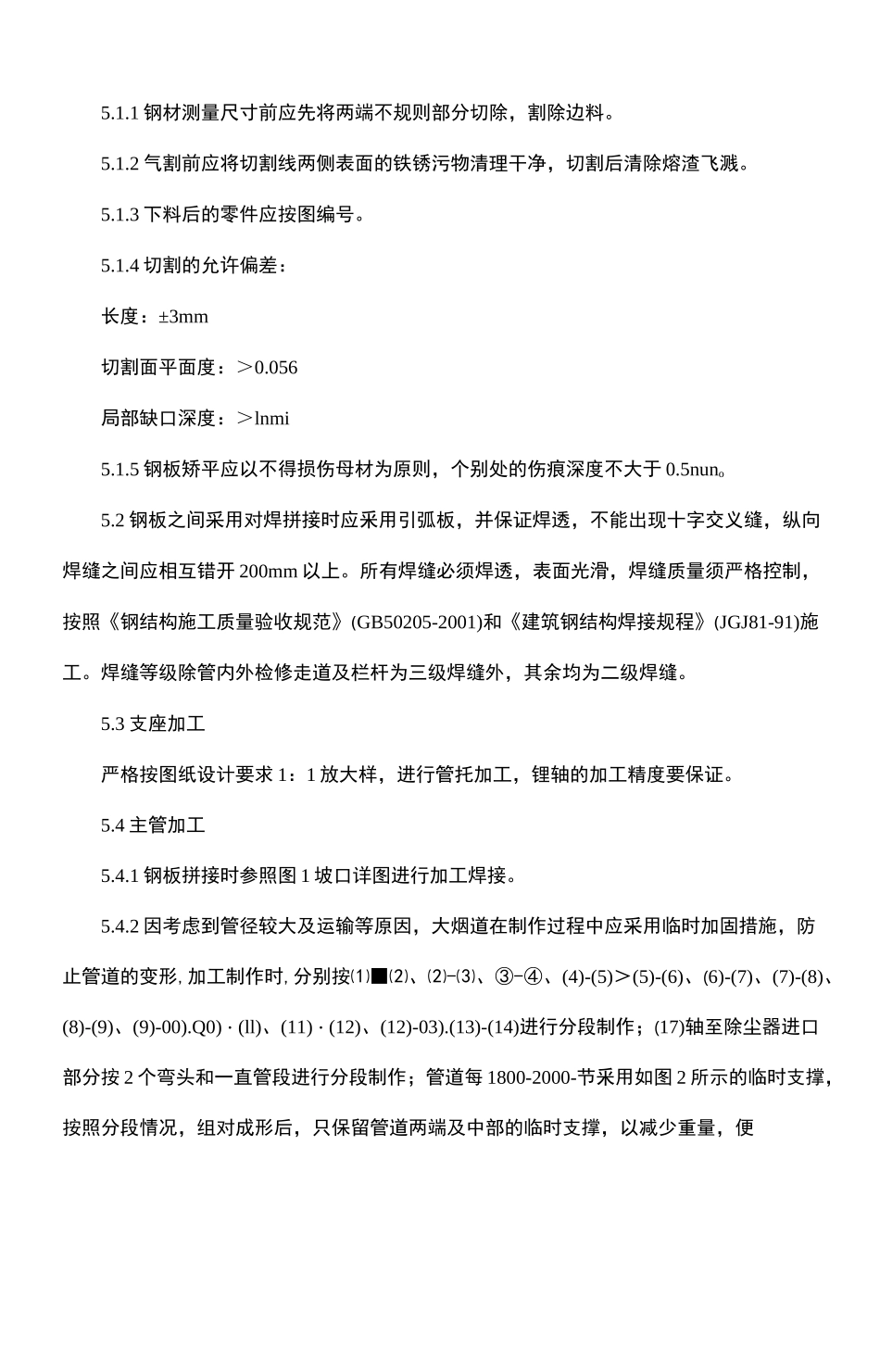
2 钢板之间采用对焊拼接时应釆用引弧板,并保证焊透,不能出现十字交义缝,纵向焊缝之间应相互错开 200mm