钢管卡箍连接施工工艺(一)工艺流程施工准备,一►预留孔洞一►材料进场一^►预制加工一►管道敷设(二)施工准备施工设计图纸和其它技术文件准备齐全,并已进行技术交底;对安装所需的管材、管件和阀门等附件以及管道支承件、紧固件等核对其产品合格证、质量保证书、规格型号、品种和数量,并进行外观检查;施工前应了解建筑物的结构,并根据设计图纸和施工方案制订与土建工程及其它工程的配合措施;施工机具:金属锯、自动套丝机、标准螺纹规、专用绞刀、细锉、管钳、压槽机、手动液压泵、开孔机等
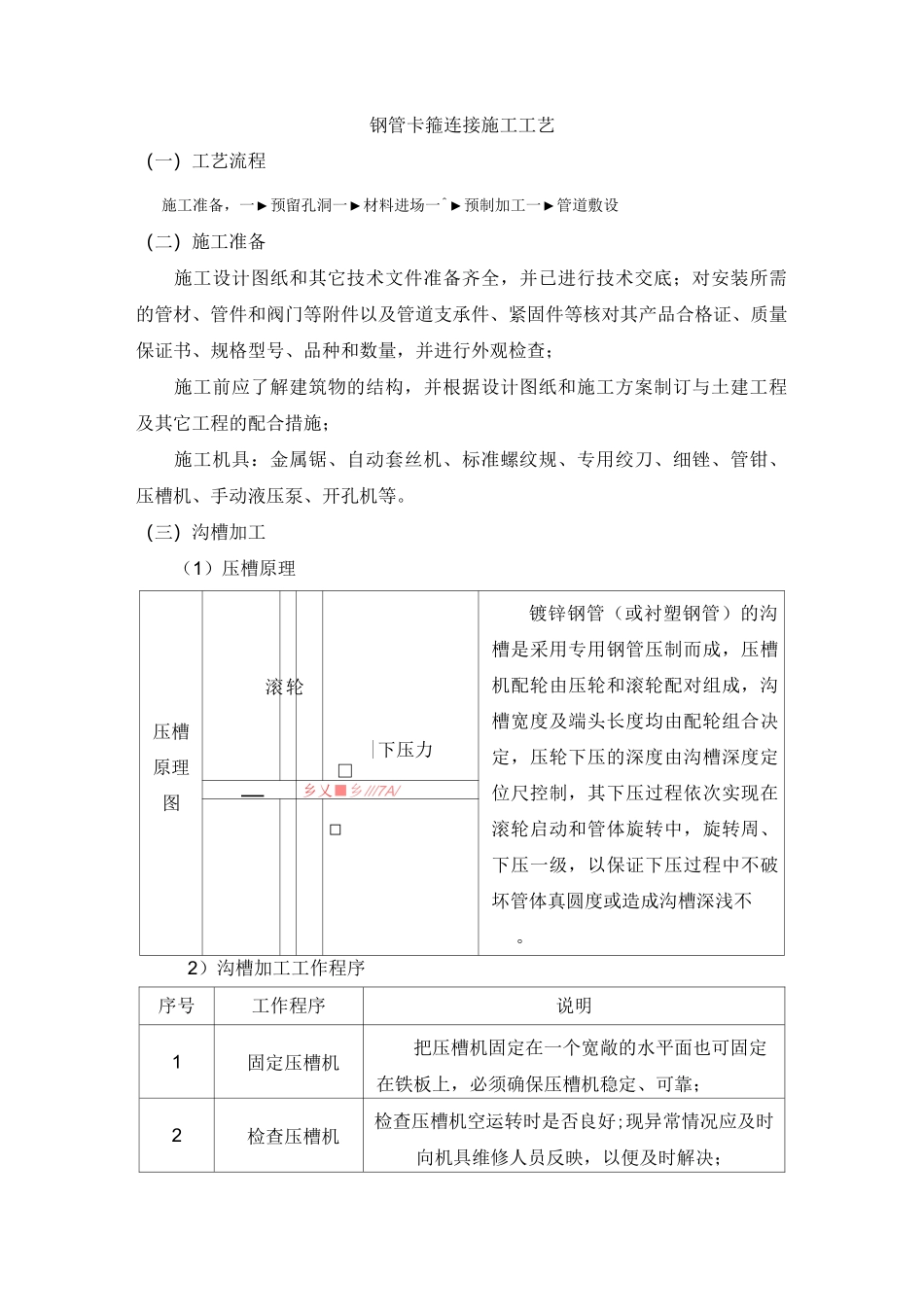
(三)沟槽加工(1)压槽原理压槽原理图滚轮|下压力□镀锌钢管(或衬塑钢管)的沟槽是采用专用钢管压制而成,压槽机配轮由压轮和滚轮配对组成,沟槽宽度及端头长度均由配轮组合决定,压轮下压的深度由沟槽深度定位尺控制,其下压过程依次实现在滚轮启动和管体旋转中,旋转周、下压一级,以保证下压过程中不破坏管体真圆度或造成沟槽深浅不
—乡乂■乡///7A/□2)沟槽加工工作程序序号工作程序说明1固定压槽机把压槽机固定在一个宽敞的水平面也可固定在铁板上,必须确保压槽机稳定、可靠;2检查压槽机检查压槽机空运转时是否良好;现异常情况应及时向机具维修人员反映,以便及时解决;3架管把管道垂直于压槽机的驱动轮挡板水平放置,使钢管和压槽机平台在冋一个水平面上,管道长度超过 0
5m 时,要有能调整咼度的支撑尾架,且把支撑尾架固定、防止摆动,如下图所示;4检杳压轮检查压槽机使用的驱动轮和压轮是否与所压的管径相符;5确定沟槽深度旋转定位螺母,调整好压轮行程,确定沟槽深度和沟槽宽度;6压槽操作液压手柄使上滚轮压住钢管然后打开电源开关,操动手压泵手柄均匀缓慢下压,每压一次手柄行程不超过 0
2mm,钢管转动一周,一直压到压槽机上限位螺母到位为止,然后让机械再转动两周以上,以保证壁厚均匀;7检杳检查压好的沟槽尺寸,如不符合规定,再微调,进行第二次压槽,再一