1 承 压 设 备 焊 接 标 准 全 国 锅 炉 压 力 容 器 标 准 化 技 术 委 员 会 戈 兆 文 0 焊接基本概念 0
1 金 属 材 料 的 焊 接 性 能 、焊 接 工艺评定和焊 接 工艺规程 0
1 焊 接 性 能 :焊 接 性 能 是金 属 材 料 的 固有特性 ,是指金 属 材 料 在限定的 施工条件下焊 接 成按规定设 计要求的 构件,并满足预定服役要求的 能 力
1 焊 接 性 能 分为:工艺焊 接 性 使用焊 接 性 0
2 填充金 属 也有焊 接 性 能 0
2 焊 接 工艺评定:验证所拟定的 焊 件焊 接 工艺的 正确性 而进行的 试验过程及结果评价
3 焊 接 工艺规程:是制造焊 件所有关的 加工和实践要求的 细则文 件,可保证由熟练焊 工操作时质量的 再现性
4 材 料 的 焊 接 性 能 是焊 接 工艺评定的 基础;焊 接 工艺评定是焊 接 工艺规程的 前提;焊 接 工艺规程是确保焊 件质量的 必备 文 件
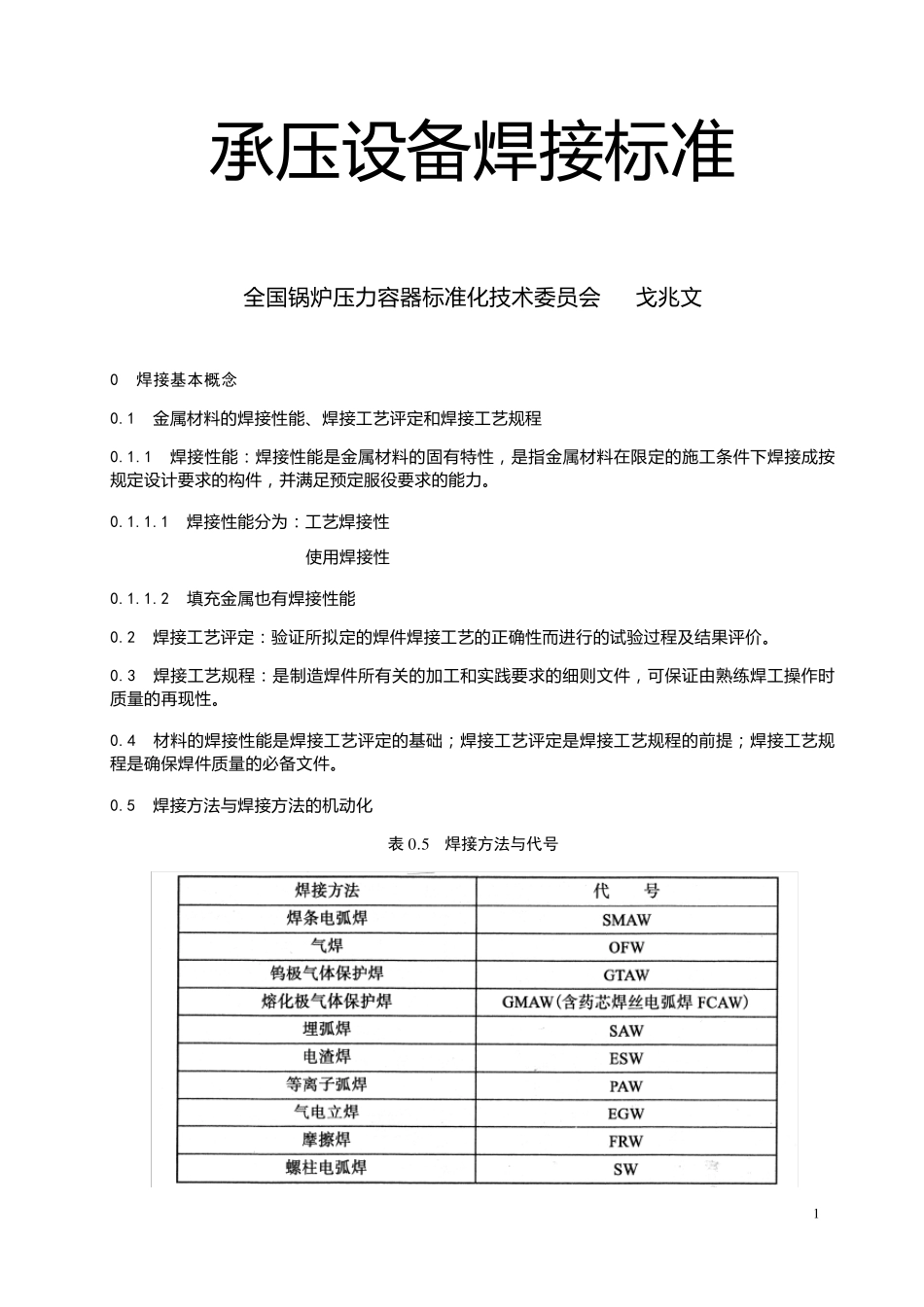
5 焊 接 方法与焊 接 方法的 机动化 表0
5 焊接方法与代号 2 0
1 焊 接 方 法 的 机 动 化 程 度 : 手 动 、机 动 、自动 •手 工焊 : 焊 工用手 于进行操作和控制工艺参数而完成的 焊 接 ,填充金属可以由人工送给,也可以由焊机 送给
•机 动 焊 : 焊 工操作焊 机 进行调节与控制工艺参数而完成的 焊 接
•自动 焊 : 焊 机 自动 进行调节与控制工艺参数而完成的 焊 接
2 焊 接 方 法 与焊 接 方 法 的 机 动 化 程 度 是两个概念 0
6 焊接材料与填充金属 0
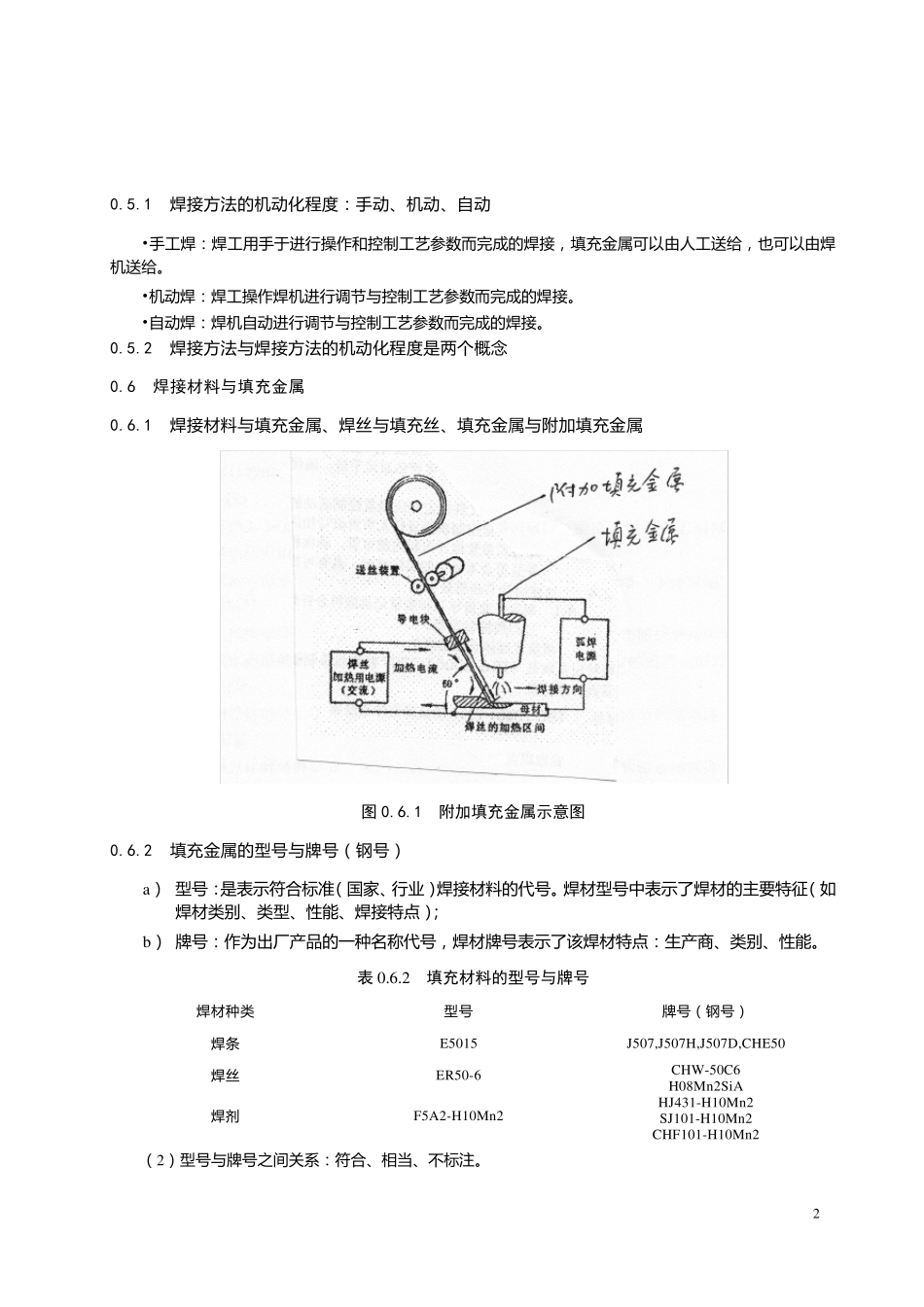
1 焊 接 材料与填充金属、焊 丝与填充丝、填充金属与附加填充金属 图 0
1 附加填充金属示意图 0
2 填充金属的 型号与牌号(钢号)