拉深工艺及拉深模设计 本章内容简介: 本章在分析拉深变形过程及拉深件质量影响因素的基础上,介绍拉深工艺计算、工艺方案制定和拉深模设计
涉及拉深变形过程分析、拉深件质量分析、圆筒形件的工艺计算、其它形状零件的拉深变形特点、拉深工艺性分析与工艺方案确定、拉深模典型结构、拉深模工作零件设计、拉深辅助工序等
学习目的与要求: 1 . 了解拉深变形规律、掌握拉深变形程度的表示; 2 .掌握影响拉深件质量的因素; 3 . 掌握拉深工艺性分析
拉深变形特点及拉深变形程度的表示; 2 .影响拉深件质量的因素; 3 .拉深工艺性分析
难点: 1 .拉深变形规律及拉深变形特点; 2 .拉深件质量分析; 3 .拉深件工艺分析
拉深:利用拉深模将一定形状的平面坯料或空心件制成开口空心件的冲压工序
拉深工艺可以在普通的单动压力机上进行,也可在专用的双动、三动拉深压力机或液压机上进行
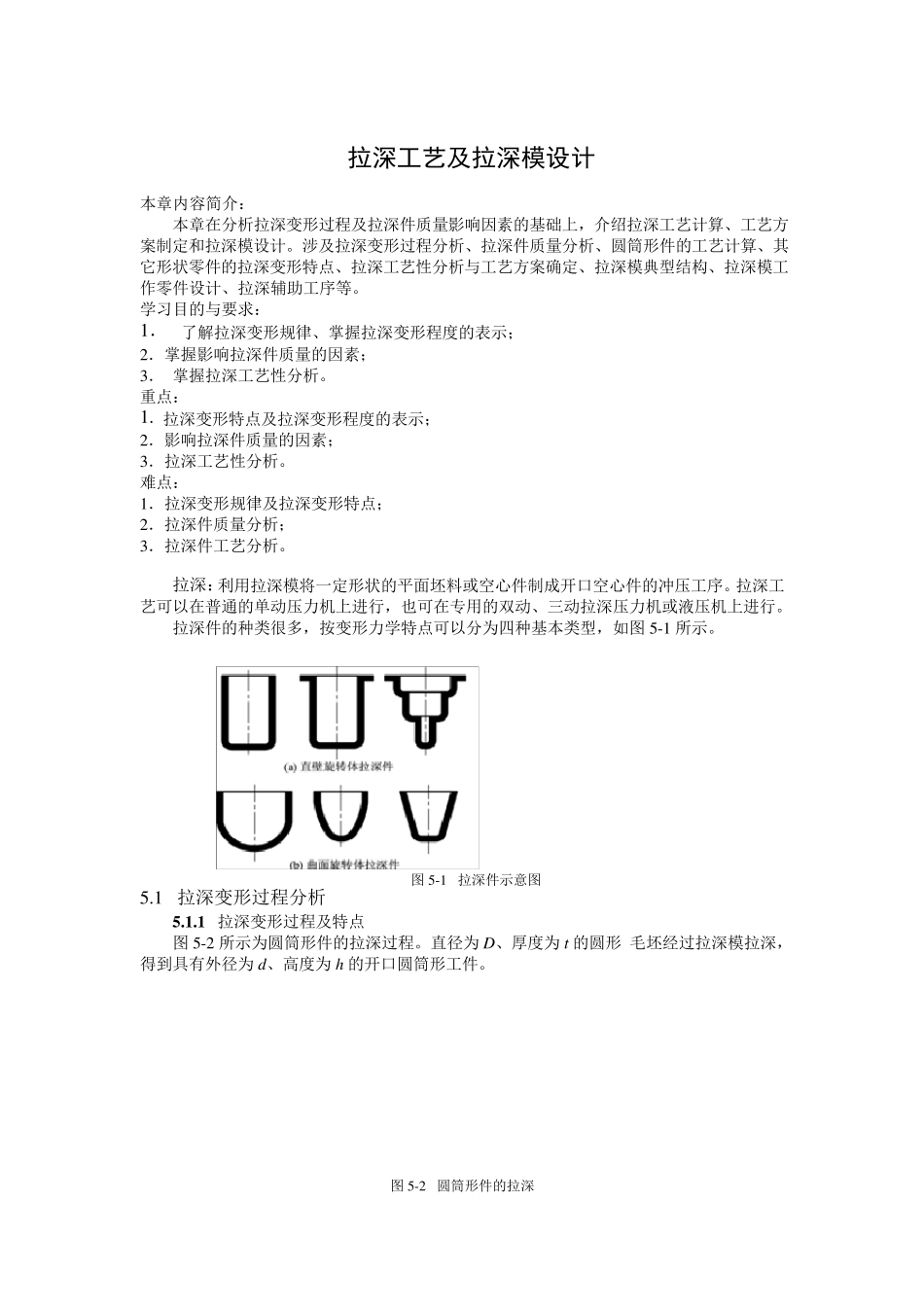
拉深件的种类很多,按变形力学特点可以分为四种基本类型,如图 5 -1 所示
图 5 -1 拉深件示意图 5
1 拉深变形过程分析 5
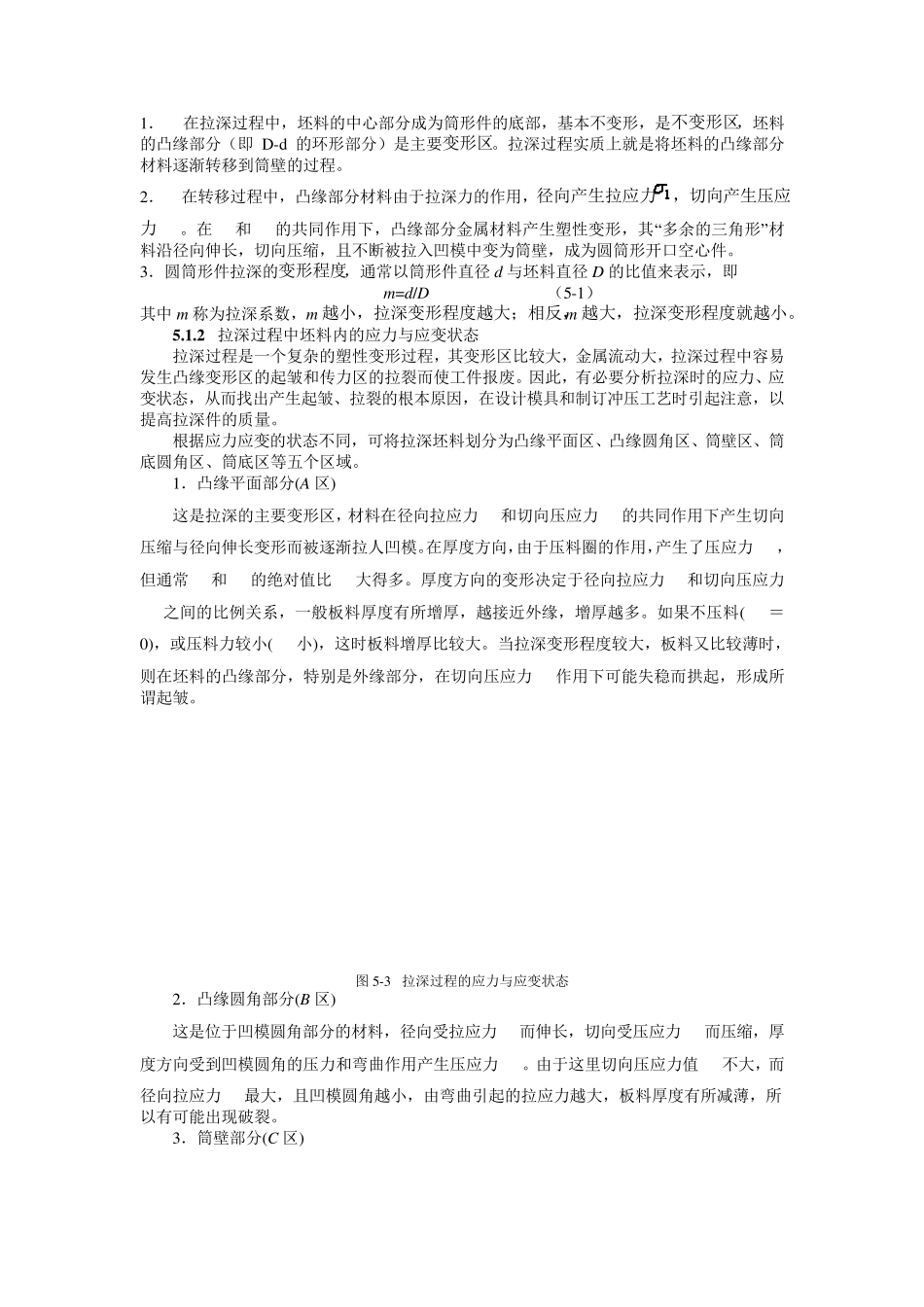
1 拉深变形过程及特点 图 5 -2 所示为圆筒形件的拉深过程
直径为 D、厚度为 t的圆形 毛坯经过拉深模拉深,得到具有外径为 d、高度为 h 的开口圆筒形工件
图 5 -2 圆筒形件的拉深 1. 在拉深过程中,坯料的中心部分成为筒形件的底部,基本不变形,是不变形区,坯料的凸缘部分(即 D-d 的环形部分)是主要变形区
拉深过程实质上就是将坯料的凸缘部分材料逐渐转移到筒壁的过程
2. 在转移过程中,凸缘部分材料由于拉深力的作用,径向产生拉应力,切向产生压应力
在和的共同作用下,凸缘部分金属材料产生塑性变形,其“多余的三角形”材料沿径向伸长,切向压缩,且不断被拉入凹模中变为筒壁,成为圆筒形开口空心件
3.圆筒形件拉深的变形程度,通常以筒形件直径