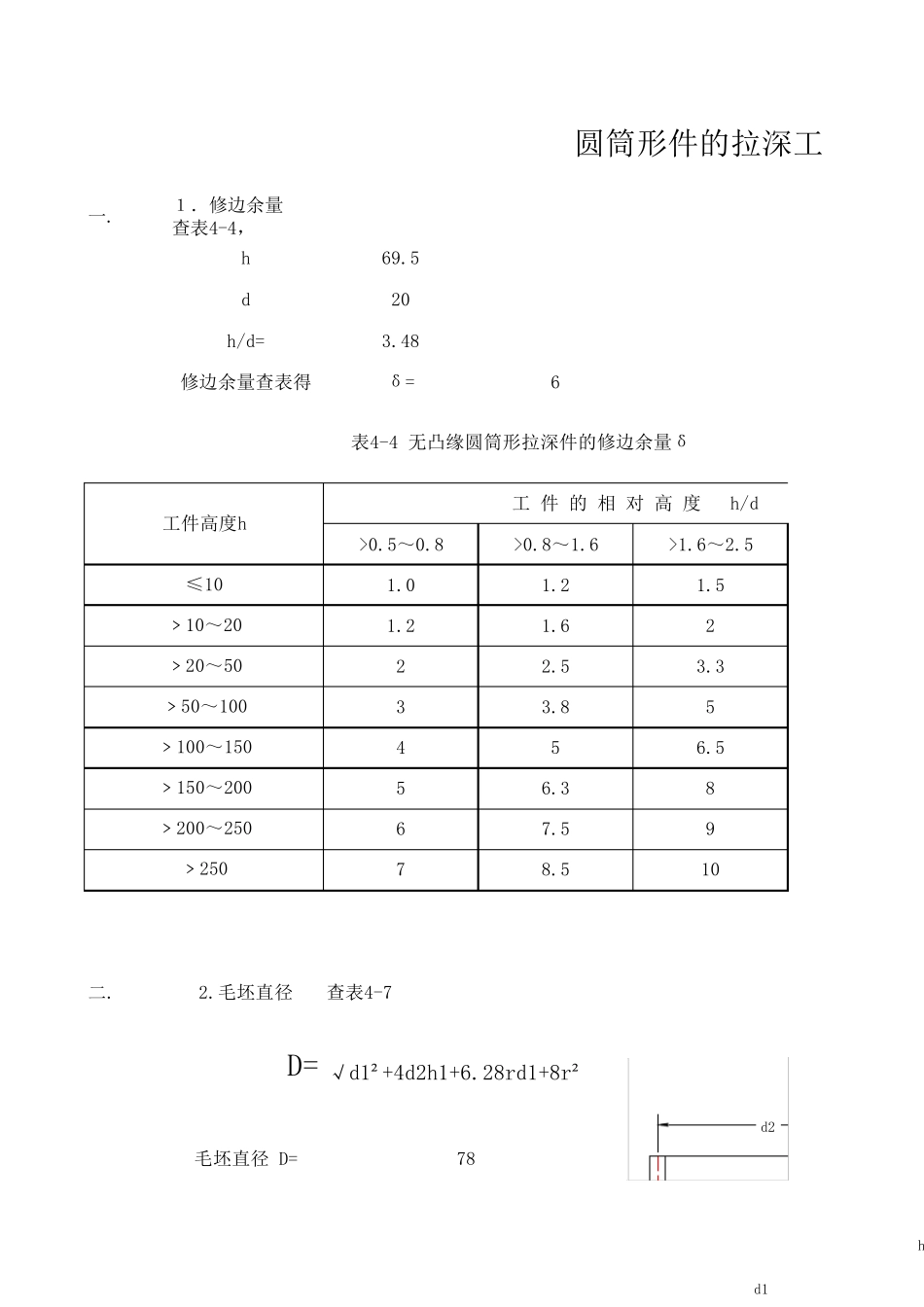
1.修边余量查表4-4,h69
5d20h/d=3
48修边余量查表得δ=6>0
毛坯直径查表4-7D=毛坯直径 D=78√d1²+4d2h1+6
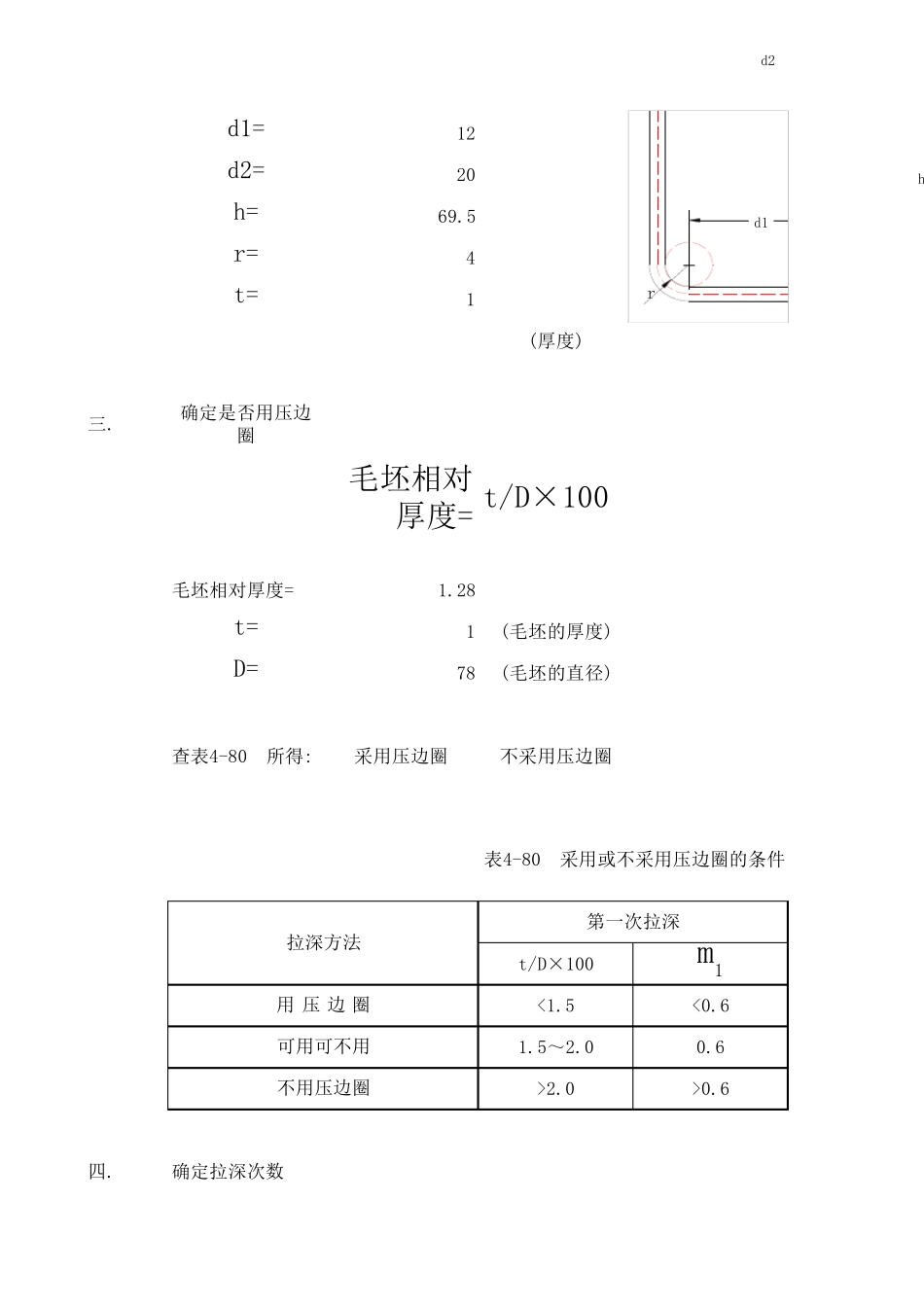
28rd1+8r²﹥ 20~50﹥ 50~100﹥ 100~150﹥ 150~200﹥ 200~250﹥ 250 表4-4 无 凸 缘 圆 筒 形 拉 深 件 的 修边余量δ工 件 高 度 h工 件 的 相 对 高 度 h/d圆 筒 形 件 的 拉 深 工≤ 10﹥ 10~20d2d1hd1=12d2=20h=69
5r=4t=1(厚度)三
确定是否用压边圈毛坯相对厚度= t/D×100毛坯相对厚度=1
28t=1(毛坯的厚度)D=78(毛坯的直径)查表4-80 所得:采用压边圈不采用压边圈t/D×100m10
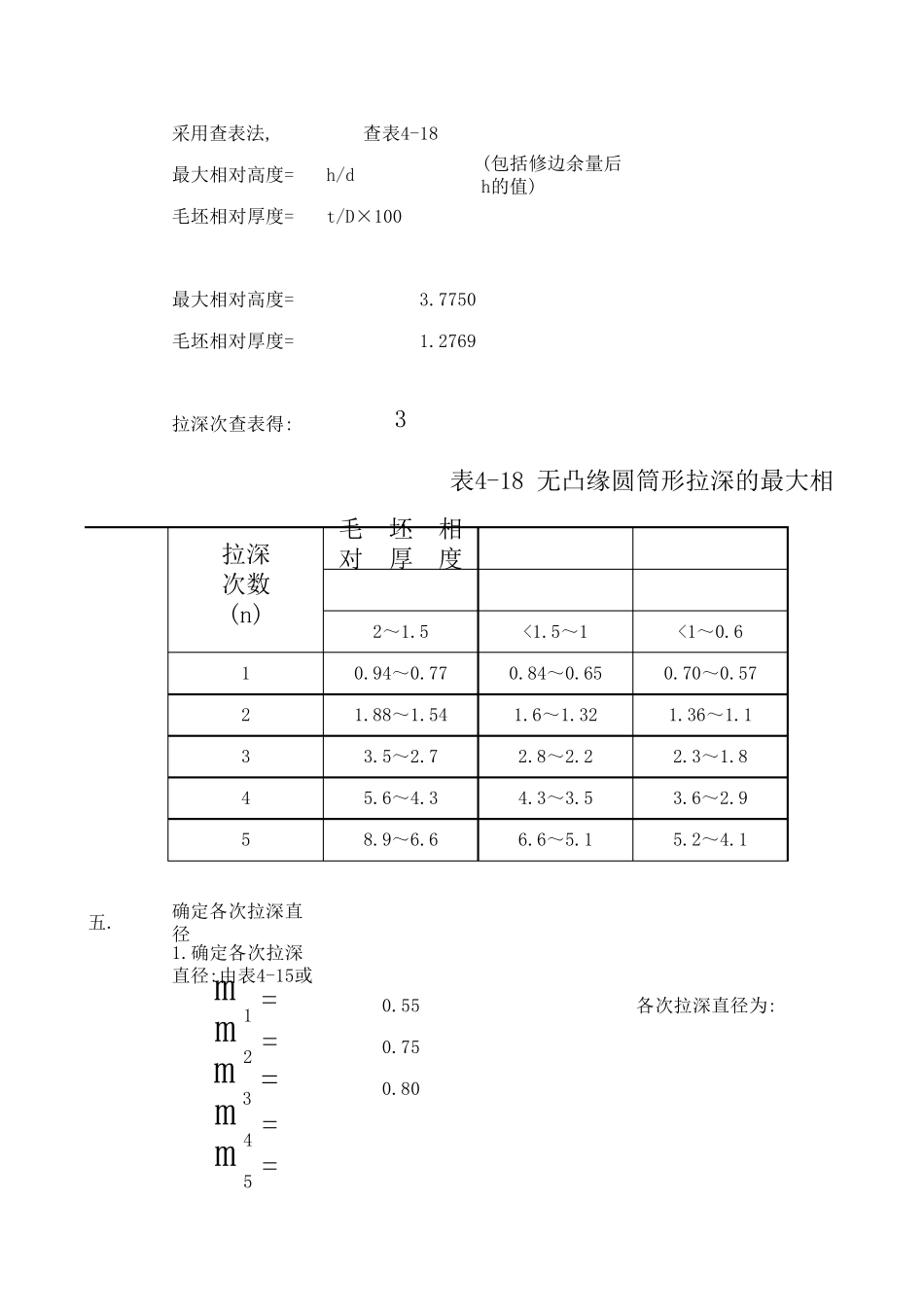
确定拉深次数用 压 边 圈可用可不用不用压边圈表4-80 采用或不采用压边圈的条件拉深方法第一次拉深d2d1rh采用查表法,查表4-18最大相对高度=h/d(包括修边余量后h的值)毛坯相对厚度=t/D×100最大相对高度=3
7750毛坯相对厚度=1
2769拉深次查表得:3毛 坯 相对 厚 度2~1