接地系统的放热焊接施工工艺 编辑 秋枫 落叶秋枫电气网 接地系统的放热焊接施工工艺 放热焊接是一种简单、高效率、高质量的金属连接工艺
主要用于铁路、高速公路 发电厂、变电站、开关站、高压输电线路、电气化铁路、电信、移动通信基站、微波中继站、地面卫星接受站、雷达站等重点工程以及贵重精密仪器、计算机机房设备、邮电程控设备、广播电视设备、电子医疗设备等工作接地和保护接地;石油输送管道及油气罐,易燃易爆物质仓库防雷接地
放热焊接是通过铝与氧化铜的化学反应(放热反应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所产生的高温来实现高性能电气熔接的现代焊接工艺
放热焊接适用于铜、铜和铁及铁合金等同种或异种材料间的电气连接,它无需任何外加的能源或动力
一,接地装置安装的重点是接地材料之间的焊接
1.焊接有3 种类型: (1) 垂直接地极与水平接地极之间的焊接连接,垂直接地极有50 mm×5 mm角钢、Φ50 铜管、Φ25 铜包钢棒等类型,水平接地极有50 mm×5 mm 扁钢和扁铜等类型
在扁钢与角钢、扁铜与铜管焊接连接等情况下,一般采用普通电焊或气焊方式进行;对扁铜与铜包钢接地极的连接,一般采用热熔焊接方式进行
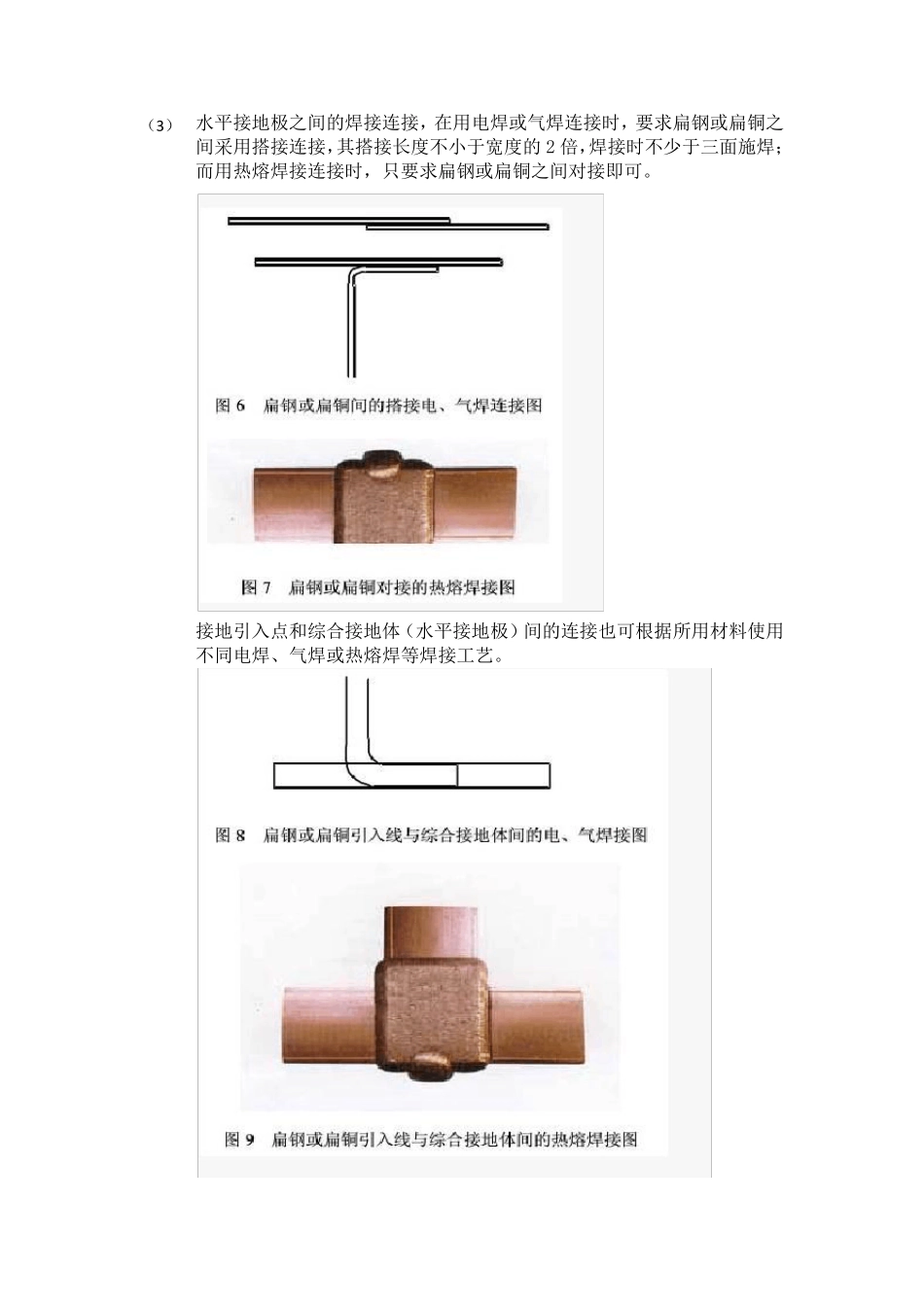
(2 ) 各种焊接连接方式见图3—图7 (3 ) 水平接地极之间的焊接连接,在用电焊或气焊连接时,要求扁钢或扁铜之间采用搭接连接,其搭接长度不小于宽度的2 倍,焊接时不少于三面施焊;而用热熔焊接连接时,只要求扁钢或扁铜之间对接即可
接地引入点和综合接地体(水平接地极)间的连接也可根据所用材料使用不同电焊、气焊或热熔焊等焊接工艺
2.几种焊接方式的比较: (1)气焊(焊接紫铜):使用氧气,乙炔,气管,焊枪,S201 铜焊丝,气剂301,氧炔焰熔化焊丝及焊接件,焊接部位熔深1~2 mm,由于铜耐腐蚀性较强,焊接部位一般不作防腐处理
焊接熔深较浅,虽为搭接三面施焊,铜的导