湖 南 师 范 大 学 机械制造基础 推 动 架 夹 具 设 计 说 明 书 设 计 者 : 黄辉翔 班级学号 :********** 指导教师 :尹克俭老师 2 0 0 8 级机械设计制造及其自动化 2010 年5 月25 日 目录 一、序言
2 二、设 计 内 容
三、零件的分析
3 四、工艺规程设计
7 五、夹具设计
13 六、设计心得
23八、参考文献
23 内容: 1
零件图 1 张 2
机械加工工艺过程卡片 1 张 3
机械加工工序卡片 2 张 4
夹具装配图 1 张 5
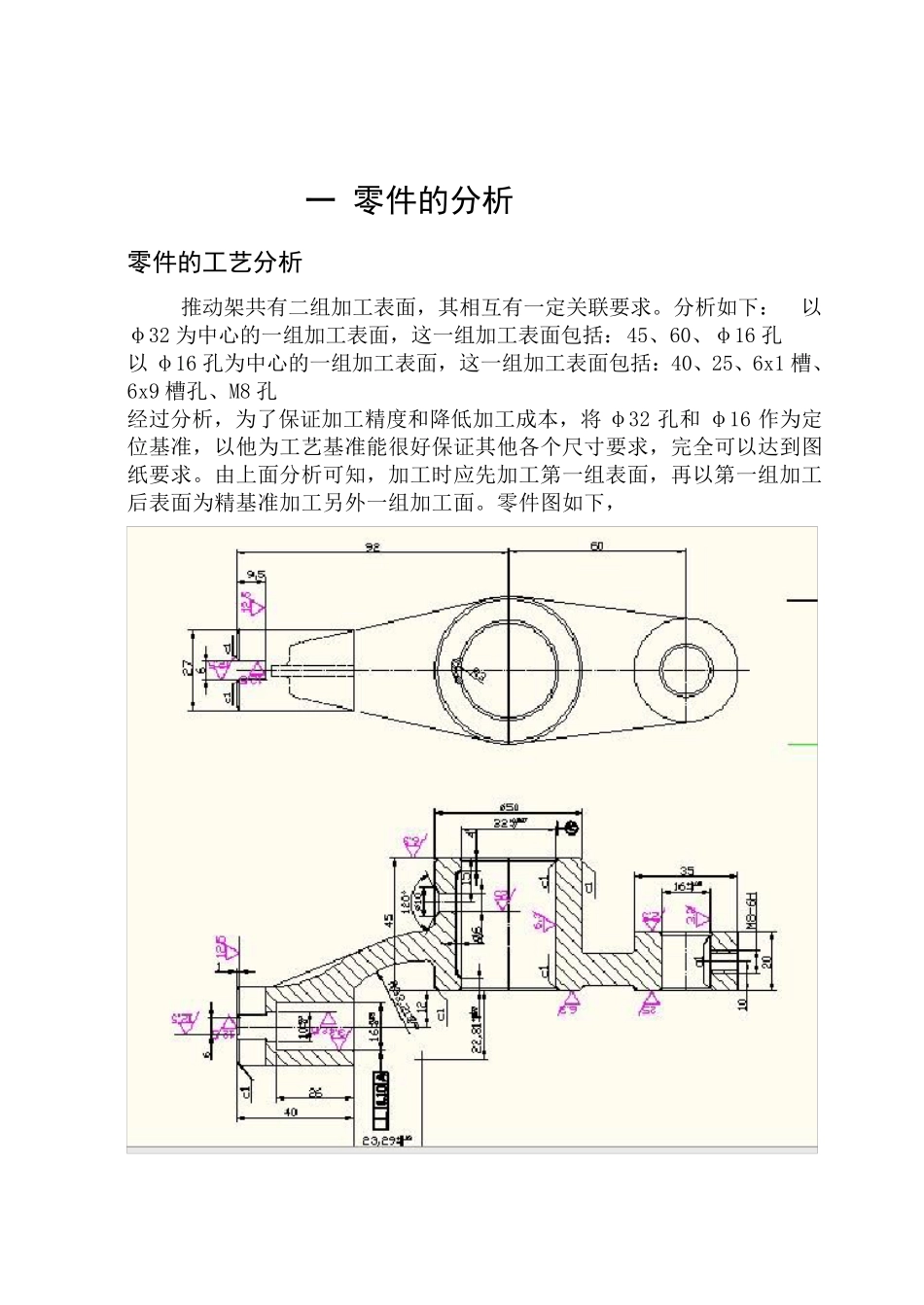
课程设计说明书 1 份 一 零件的分析 零件的工艺分析 推动架共有二组加工表面,其相互有一定关联要求
分析如下: 以φ32 为中心的一组加工表面,这一组加工表面包括:45、60、φ16 孔 以φ16 孔为中心的一组加工表面,这一组加工表面包括:40、25、6x1 槽、6x9 槽孔、M8 孔 经过分析,为了保证加工精度和降低加工成本,将 φ32 孔和 φ16 作为定位基准,以他为工艺基准能很好保证其他各个尺寸要求,完全可以达到图纸要求
由上面分析可知,加工时应先加工第一组表面,再以第一组加工后表面为精基准加工另外一组加工面
零件图如下, 二 工艺规程设计 1 确定毛坯的制造形式: 零件材料为HT200,考虑零件受冲击不大,