1 、连杆螺钉,毛坯为锻件 技术要求 1
调质处理 28~ 32HRC
Φ 340-0
016mm 圆度、圆柱公差为 0
材料 40Cr 4、磁粉探伤,无裂纹,夹渣等缺陷
2 、活塞杆,毛坯为锻件 3 、输出轴,毛坯为Φ 9 0 棒料 技术要求 1
调质处理 28~32HRC
未注圆角 R1
4、保留中心孔
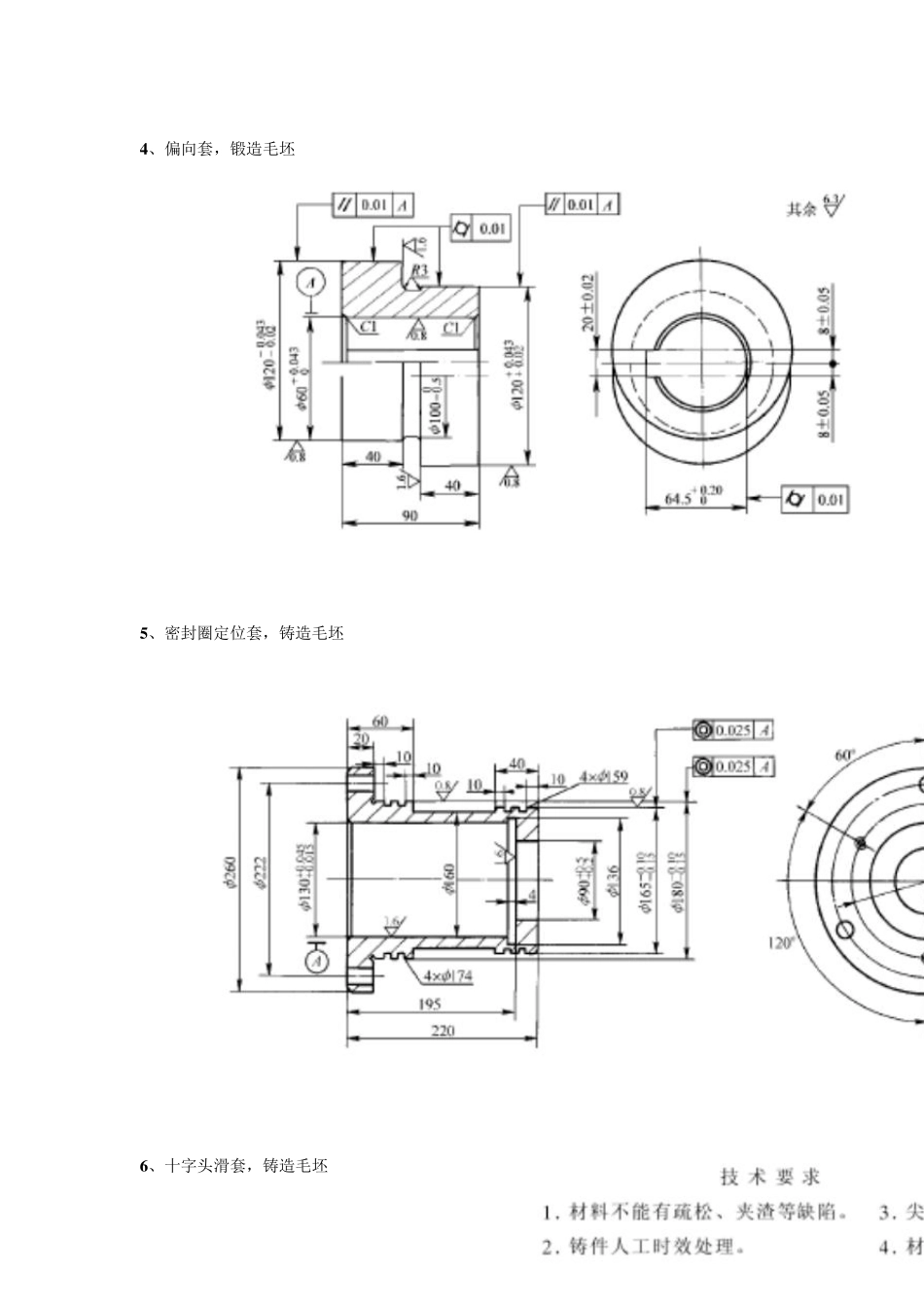
4 、偏向套,锻造毛坯 5 、密封圈定位套,铸造毛坯 6 、十字头滑套,铸造毛坯 7 、活塞,铸造毛坯 技术要求 1
铸件时效处理
活塞环槽 80+0
02mm 入口倒角为 0
3Χ 450
材料 HT200
4、未注明倒角 1X450
8 、十字头,铸造毛坯 技术要求 1
铸件时效处理
铸造圆角R5
材料HT200
4、未注明倒角1X450
9 、圆柱齿轮,锻造毛坯 技术要求 齿轮基本参数 1
热处理:190~217HBS
未注明倒角1X450
Z=63 3
材料HT200
a=200 精度等级 8-7-7GK 1 0 、镶铜套齿轮,锻造毛坯 1 1
齿轮轴,锻造毛坯 1 2 、倒档齿轮,锻造毛坯 1 3 、齿条,毛坯为Φ 7 0 棒料 1 4 、矩形齿花键轴,Φ 4 0 棒料 技术要求 1
调质处理 28~32HRC
未注明倒角 0
1 5 、矩形齿花键套,Φ 8 0 棒料 16、车床拨叉,铸造毛坯,两件合铸,加工到一定工序后切开,切口 2m m
17、轴承座,铸造毛坯 1 8 、惰轮轴,铸造毛坯 1 9 三轴连杆,锻造毛坯 2 0 、推动架,铸造毛坯 21、双联齿轮 均布均布 22、外齿轮 (模数 mn=10,齿数 z=97) 2 3 、内齿轮 2 4 、定位支座零件图 2 5 、摇杆零件图 2 6 、轴,材料为