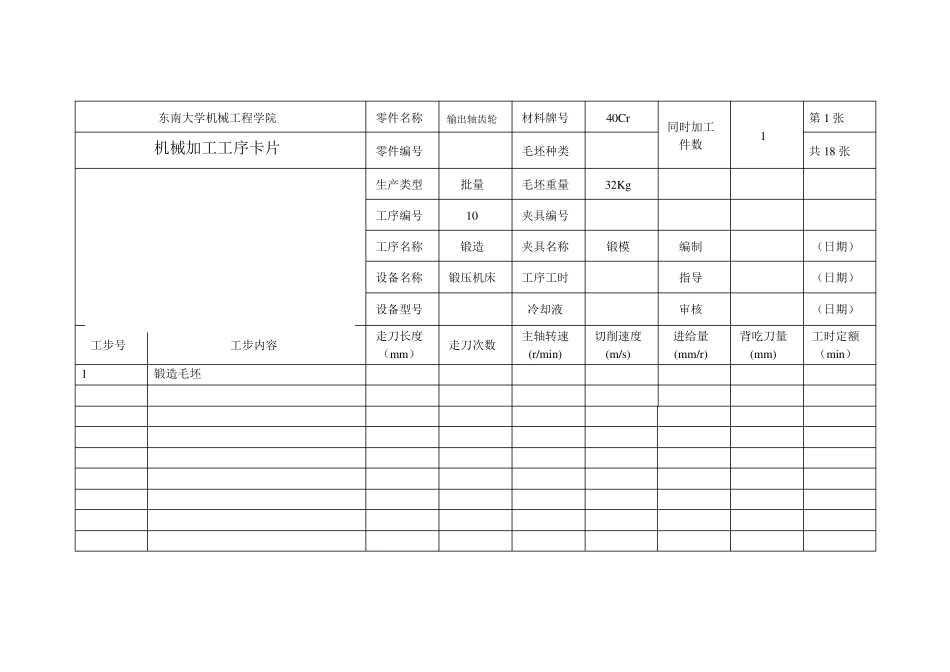
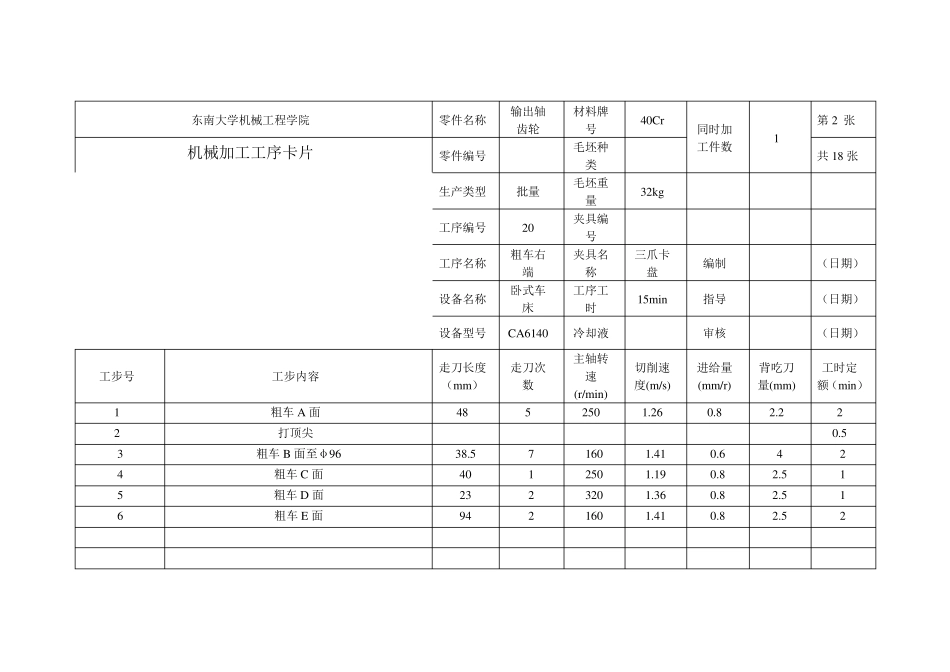
东南大学机械工程学院 零件名称 输出轴齿轮 材料牌号 40Cr 同时加工件数 1 第 1 张 机械加工工序卡片 零件编号 毛坯种类 共 18 张 生产类型 批量 毛坯重量 32Kg 工序编号 10 夹具编号 工序名称 锻造 夹具名称 锻模 编制 (日期) 设备名称 锻压机床 工序工时 指导 (日期) 设备型号 冷却液 审核 (日期) 工步号 工步内容 走刀长度(mm) 走刀次数 主轴转速(r/min) 切削速度(m/s) 进给量(mm/r) 背吃刀量(mm) 工时定额(min) 1 锻造毛坯 东南大学机械工程学院 零件名称 输出轴齿轮 材料牌号 40Cr 同时加工件数 1 第2 张 机械加工工序卡片 零件编号 毛坯种类 共18 张 生产类型 批量 毛坯重量 32kg 工序编号 20 夹具编号 工序名称 粗车右端 夹具名称 三爪卡盘 编制 (日期) 设备名称 卧式车床 工序工时 15min 指导 (日期) 设备型号 CA6140 冷却液 审核 (日期) 工步号 工步内容 走刀长度(mm) 走刀次数 主轴转速(r/min) 切削速度(m/s) 进给量(mm/r) 背吃刀量(mm) 工时定额(min) 1 粗车A 面 48 5 250 1
2 2 2 打顶尖 0
5 3 粗车B 面至φ96 38
5 7 160 1
6 4 2 4 粗车C 面 40 1 250 1
5 1 5 粗车D 面 23 2 320 1
5 1 6 粗车E 面 94 2 160 1
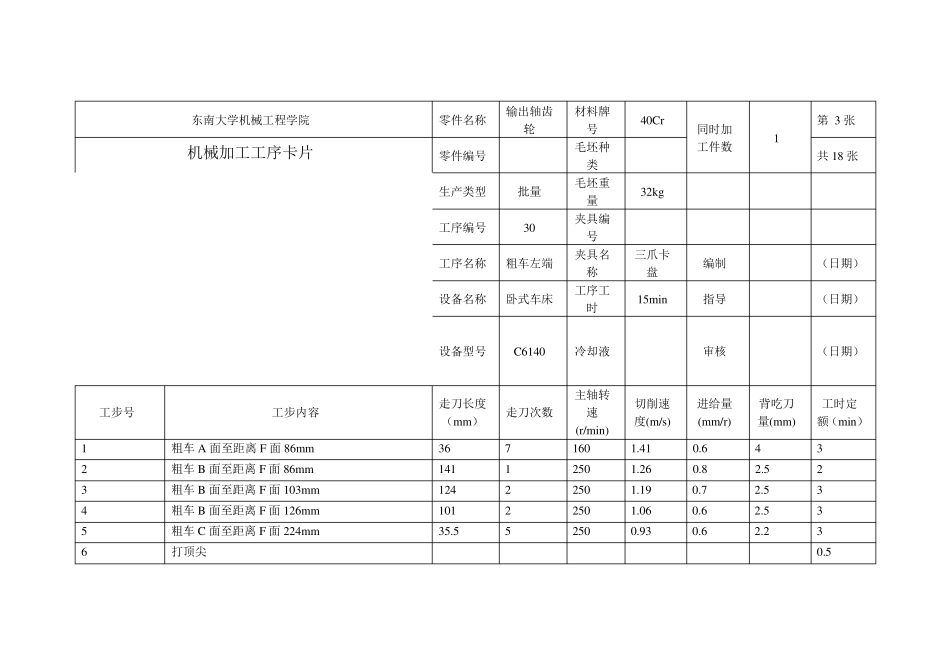
5 2 东南大学机械工程学院 零件名称 输出轴齿轮 材料牌号 40Cr 同时加工件数 1 第 3 张 机械加工工序卡片 零件编号 毛坯种类 共18 张 生产类型 批量 毛坯重量 32kg 工序编号 30 夹具编号 工序名称 粗车左端 夹具名称 三爪