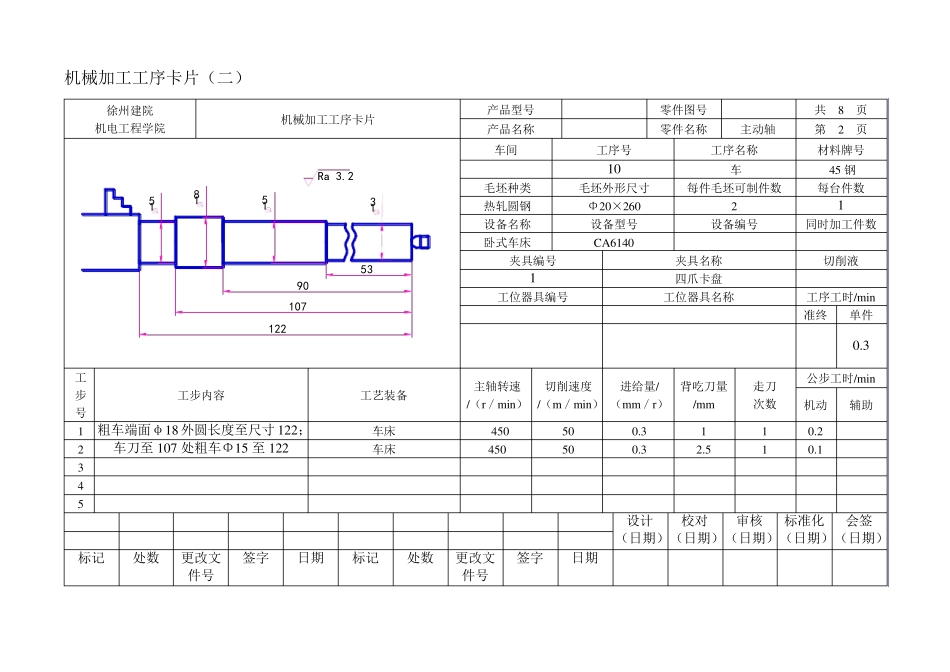
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号 零件图号 共 1 页 产品名称 零件名称 第 1 页 材料牌号 毛坯外形尺寸 每件毛坯可制件数 每台件数 备注 工序号 工序名称 工序内容 设备 工艺装备 设计 (日期) 校对 (日期) 审核 (日期) 标准化(日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 机械加工工序卡片(一) 机械加工工序卡片 产品型号 零件图号 共 页 产品名称 零件名称 第 页 车间 工序号 工序名称 材料牌号 毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数 设备名称 设备型号 设备编号 同时加工件数 夹具编号 夹具名称 切削液 工位器具编号 工位器具名称 工序工时/min 准终 单件 工步号 工步内容 工艺装备 主轴转速 /(r/min) 切削速度 /(m/min) 进给量/(mm/r) 背吃刀量/mm 走刀 次数 公步工时/min 机动 辅助 设计 (日期) 校对 (日期) 审核 (日期) 标准化(日期) 会签 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 机械加工工序卡片(二) 徐州建院 机电工程学院 机械加工工序卡片 产品型号 零件图号 共 8 页 产品名称 零件名称 主动轴 第 2 页 Ra 3
2107122151315189053 车间 工序号 工序名称 材料牌号 10 车 45 钢 毛坯种类 毛坯外形尺寸 每件毛坯可制件数 每台件数 热轧圆钢 Φ20×260 2 1 设备名称 设备型号 设备编号 同时加工件数 卧式车床 CA6140 夹具编号 夹具名称 切削液 1 四爪卡盘 工位器具编号 工位器具名称 工序工时/min 准终 单件 0
3 工步号 工步内容 工艺装备 主轴转速 /(r/min) 切削速度 /(m/min) 进给量/(mm/r)