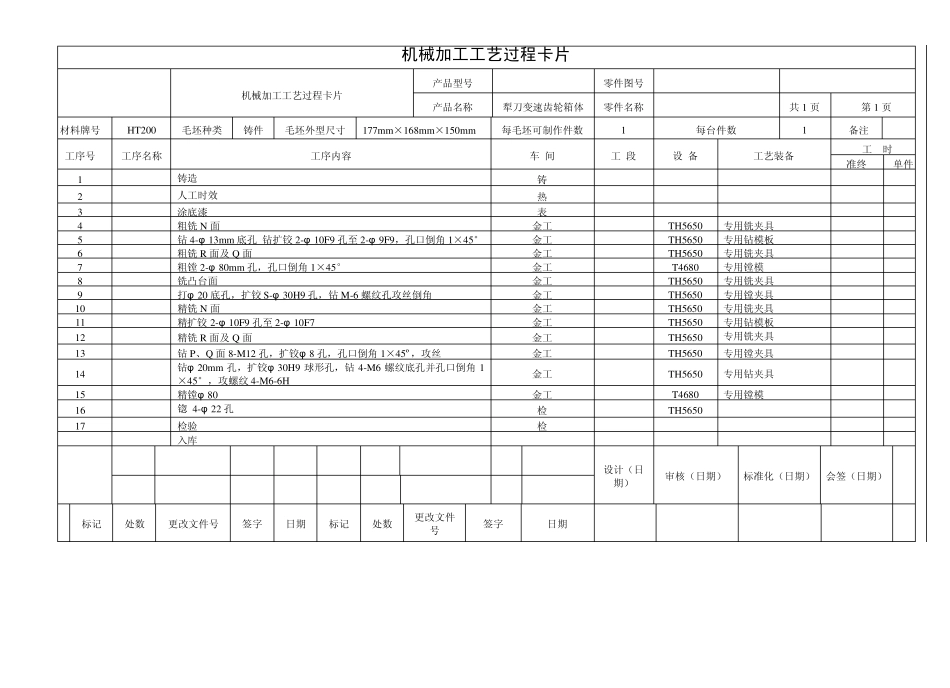
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号 零件图号 产品名称 犁刀变速齿轮箱体 零件名称 共1 页 第1 页 材料牌号 HT200 毛坯种类 铸件 毛坯外型尺寸 177m m ×168m m ×150m m 每毛坯可制作件数 1 每台件数 1 备注 工序号 工序名称 工序内容 车 间 工 段 设 备 工艺装备 工 时 准终 单件 1 铸造 铸 2 人工时效 热 3 涂底漆 表 4 粗铣N 面 金工 TH5650 专用铣夹具 5 钻4-φ 13m m 底孔 钻扩铰2-φ 10F9 孔至2-φ 9F9,孔口倒角1×45° 金工 TH5650 专用钻模板 6 粗铣R 面及Q 面 金工 TH5650 专用铣夹具 7 粗镗2-φ 80m m 孔,孔口倒角1×45° 金工 T4680 专用镗模 8 铣凸台面 金工 TH5650 专用铣夹具 9 打φ 20 底孔,扩铰S-φ 30H9 孔,钻M-6 螺纹孔攻丝倒角 金工 TH5650 专用镗夹具 10 精铣N 面 金工 TH5650 专用铣夹具 11 精扩铰2-φ 10F9 孔至2-φ 10F7 金工 TH5650 专用钻模板 12 精铣R 面及Q 面 金工 TH5650 专用铣夹具 13 钻P、Q 面8-M12 孔,扩铰φ 8 孔,孔口倒角1×45º,攻丝 金工 TH5650 专用镗夹具 14 钻φ 20m m 孔,扩铰φ 30H9 球 形 孔,钻4-M6 螺纹底孔并 孔口倒角1×45°,攻螺纹4-M6-6H 金工 TH5650 专用钻夹具 15 精镗φ 80 金工 T4680 专用镗模 16 锪 4-φ 22 孔 检 TH5650 17 检 验 检 入 库 设计 ( 日期 ) 审 核 ( 日 期 ) 标 准化 ( 日 期 ) 会 签 ( 日 期 ) 标 记 处 数 更 改 文 件号 签 字 日 期 标 记 处 数 更 改