光棒編玛:s'D0^12040001理论长)x1:1367Jii]i^:120niu-顼羟朮度:L2UIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII尾管编码:iF100828018_軽;:」2—如」卡屁 l]A5nniiiiiiiiiiiiitiiiiiiiiiiiiiiiii2
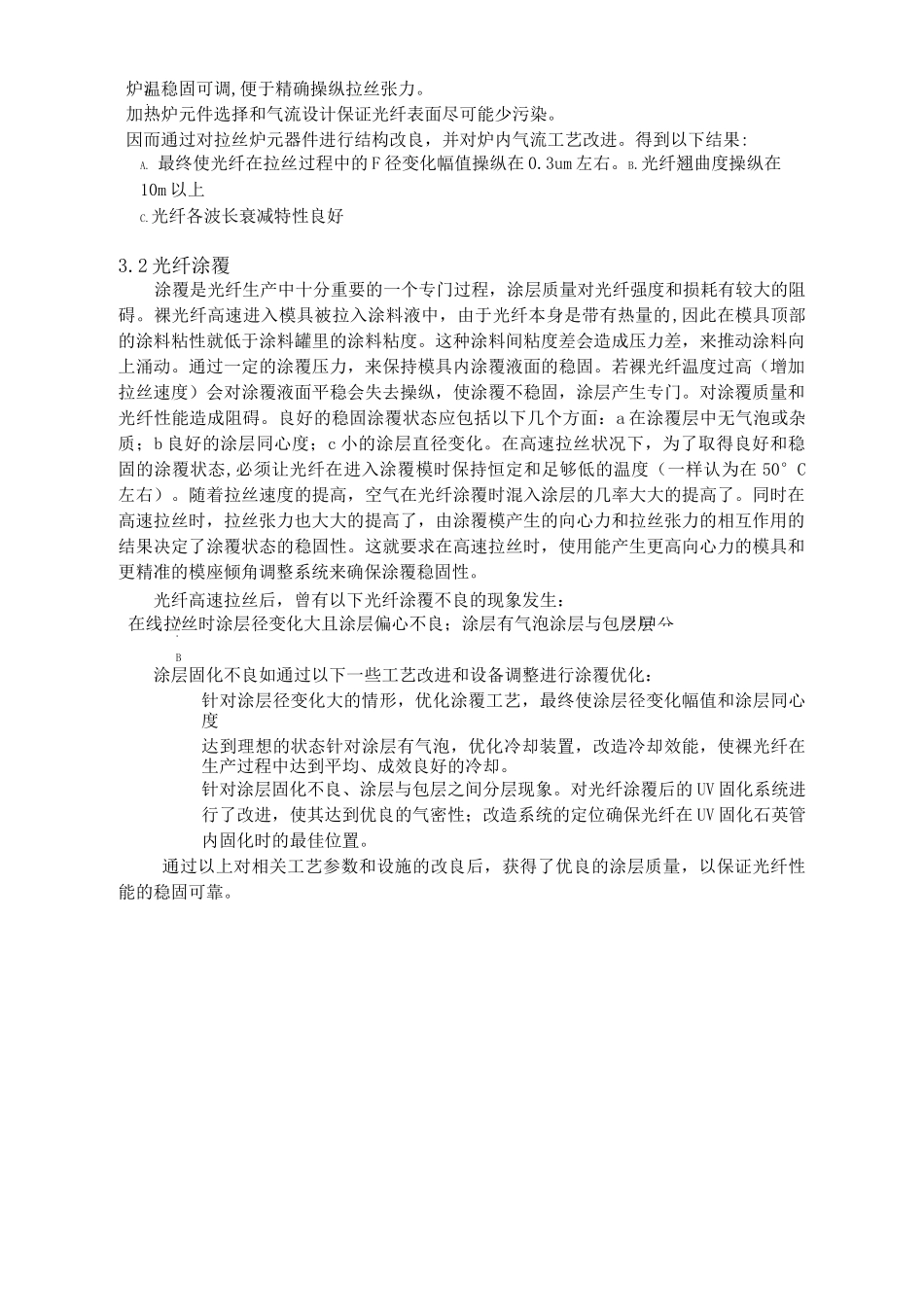
抛光流程抛光的定义:在光纤生产的过程中,预制棒与尾管的对接即称之为抛光抛光流程:将预制棒与尾管分别固定在机器上,尽量使其切面对齐,通过高温连续加热 1 小时,融解焊接,然后磨平焊接口,最后冷却足够(2 小时以上)取下
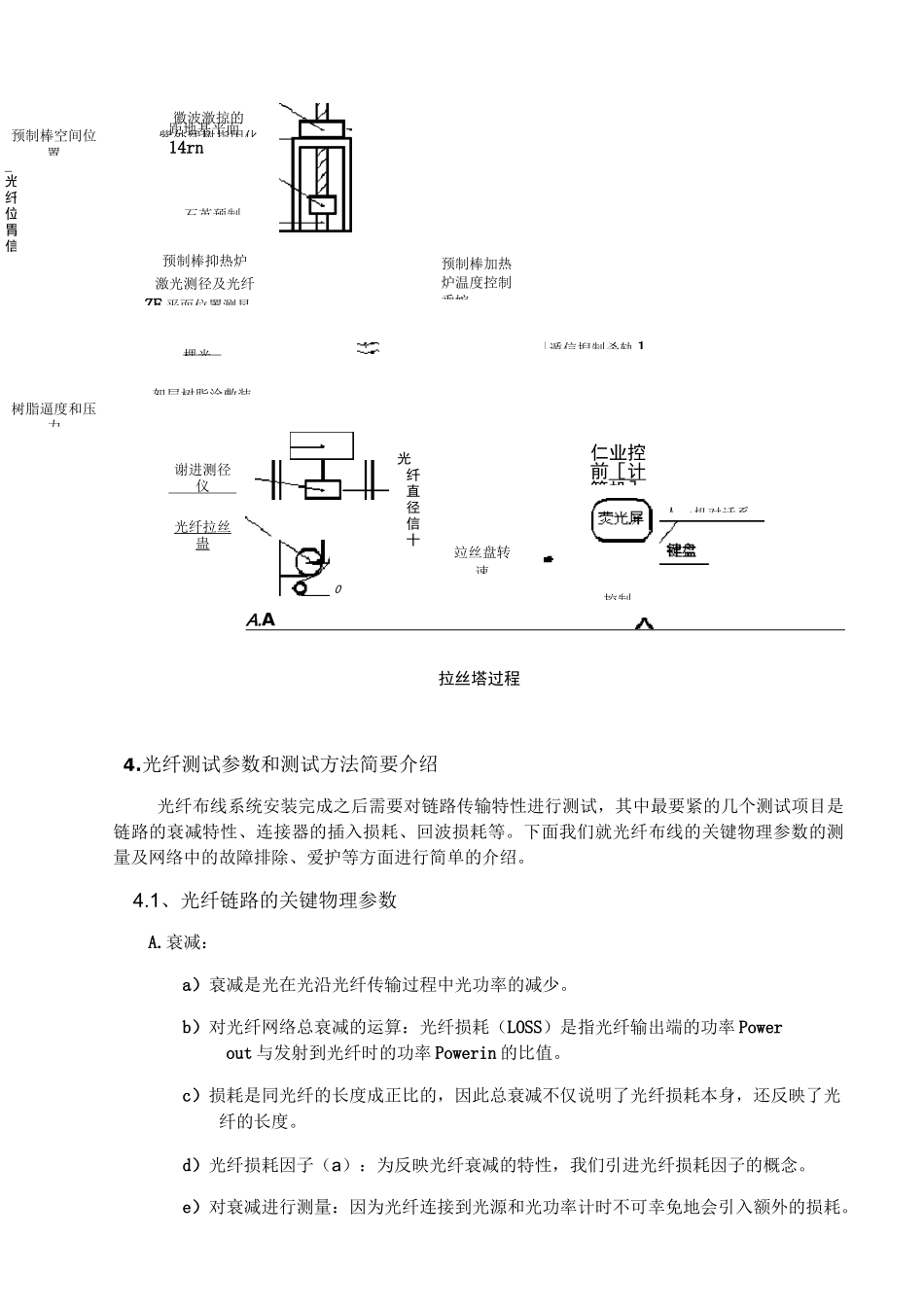
3•拉丝过程3
1 裸光纤光纤外径波动越小越好,光纤直径波动可导致光纤产生后散射功率损耗和光纤接续损耗
光纤外径的波动引起芯径和模场直径波动,导致光纤散射损耗、接续损耗增加
假设光纤芯径波动与外径波动成正比,则两个外径不同的光纤接续时,在光纤接续点的损耗可见为A(直径波动)~20log{2/(al/a2+a2/al)}(dB)设 a=126um,a=124um,则 A=0
001(dB);设 a=127Ca=123um 则 A=-0
0045(dB)
1212因此将光纤的外径波动操纵在土 1um 为好
提高拉丝速度,适当降低拉丝温度,减少预制棒在高温炉中的停留时刻
减小包层中水重量向新区扩散,有利于降低光纤拉丝附加衰减
提高拉丝速度,增大拉丝张力可减小外径波动,还有利于减小 E'缺陷的产生
也有利于光纤强度的增加
但高速拉丝需要更高的炉温加热功率,也就更容易产生温场不平均的现象
会对光纤翘曲度有较大的阻碍(翘曲度是指裸光纤在不受任何外界应力的情形下的发生弯曲所对应的曲率半径)
阻碍翘曲度的缘故要紧是光纤在温场中受热不平均,导致光纤在颈向收缩不同,造成光纤翘曲度减小
而光纤的翘曲度是光缆用户较为关怀的指标之一,专门在带光纤中,光纤翘曲度要是偏小