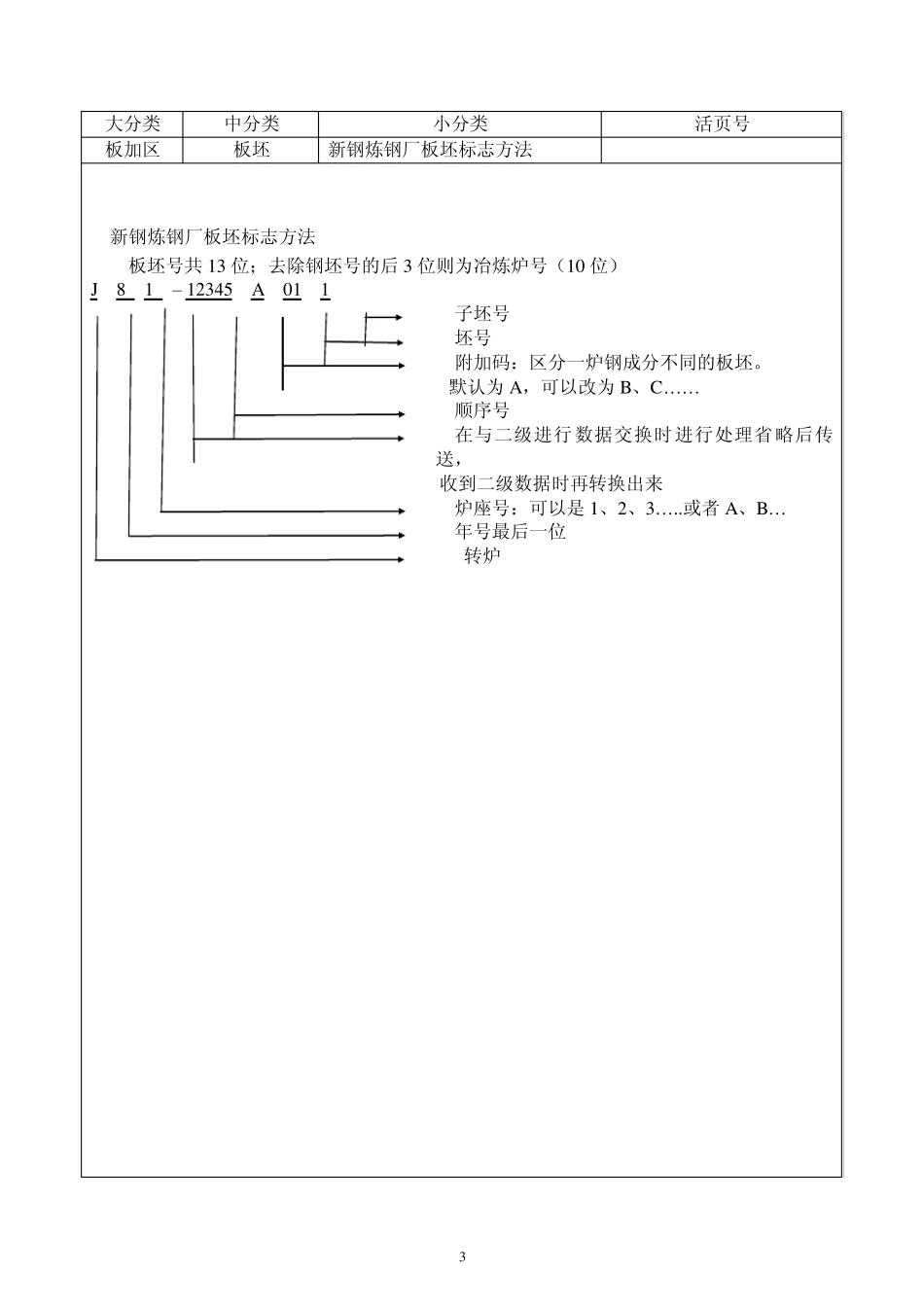
文件编号 受控状态 受控号 持有部门 技术规程 1580mm热连轧厂 板坯库 编号: 编制:1580mm热连轧厂 审核:技术中心 批准:XXX 新余钢铁股份有限公司 1580mm热连轧厂 2 目 录 表 大分类 中分类 小分类 活页号 页码 板坯区 板坯 新钢炼钢厂板坯标志方法 XGRLZ0101001 3 板坯选用 XGRLZ0101002 4 检验 XGRLZ0101003 5-7 板坯典型缺陷及起因 XGRLZ0101004 8-9 上料 XGRLZ0101005 10-12 异常板坯的判定与处理 XGRLZ0101006 13 再热坯的几点说明 XGRLZ0101007 14 板坯库板坯的存放标准 XGRLZ0101008 15 板坯库垛位图 XGRLZ0101009 16-17 3 大分类 中分类 小分类 活页号 板加区 板坯 新钢炼钢厂板坯标志方法 XGRLZ0101001 新钢炼钢厂板坯标志方法 板坯号共13 位;去除钢坯号的后3 位则为冶炼炉号(10 位) J 8 1 – 12345 A 01 1 子坯号 坯号 附加码:区分一炉钢成分不同的板坯
默认为A,可以改为B、C… … 顺序号 在与二级进行数据交换时进行处理省略后传送, 收到二级数据时再转换出来 炉座号:可以是 1、2、3…
或者 A、B… 年号最后一位 转炉 4 大分类 中分类 小分类 活页号 板加区 板坯 板坯选用 XGRLZ0101002 板坯选用 1
尺寸使用规格与范围 表1 板坯厚度 230 ㎜ 加热炉可装入长度 单列坯 11000~9800mm 双列坯 5300~4500mm 2. 连铸板坯宽度确定 表2 钢卷宽度 板坯宽度-钢卷宽度mm 板坯宽度-钢卷宽度mm 切边时 不切边时 ≤765 -15 -20 +50 766~810 -10 -15 +50 811~960 -5 -10