板坯缺陷之二—《中厚板质量工程师手稿》—陈定乾 (2011-06-07 19:45:19) 转载 标签: 杂谈 分类: 中厚板质量工程师手稿 板坯缺陷 2、板坯裂纹 据现场经验,铸坯表面存在深 1㎜、长 10㎜的裂纹,会在后面的轧制工序中引起质量问题
YB/T2012-2004《连续铸钢板坯》的表面质量规定为:1、连铸板坯表面不得有目视可见的重接、重叠、翻皮、结疤、夹杂、深度或高度大于 3㎜的划痕、压痕、擦伤、气孔、冷溅、皱纹、凸坑、凹坑和深度大于 2㎜的裂纹,不得有高度大于 5㎜的火焰切割瘤
2、连铸板坯横截面不得有影响使用的缩孔、皮下气泡、裂纹
3、连铸板坯表面如存在上述缺陷,应沿轧制方向清除,清除处应圆滑无棱角
清除宽度不得小于深度的 6倍,长度不得小于深度的 10倍
表面清除的深度,单面不得大于连铸板坯厚度的 10%,两相对面清除深度之和不得大于厚度 15%
清除深度自实际尺寸算起
4、如果清除深度大于厚度的 4%,而清除处又不在连铸坯宽度方向的中部 1/3内时,可在连铸板坯同一面上与长度方向的中心轴线对称位置修磨相应的面积和深度
5、经供需双方协商,连铸板坯表面质量要求可在适当范围内调整
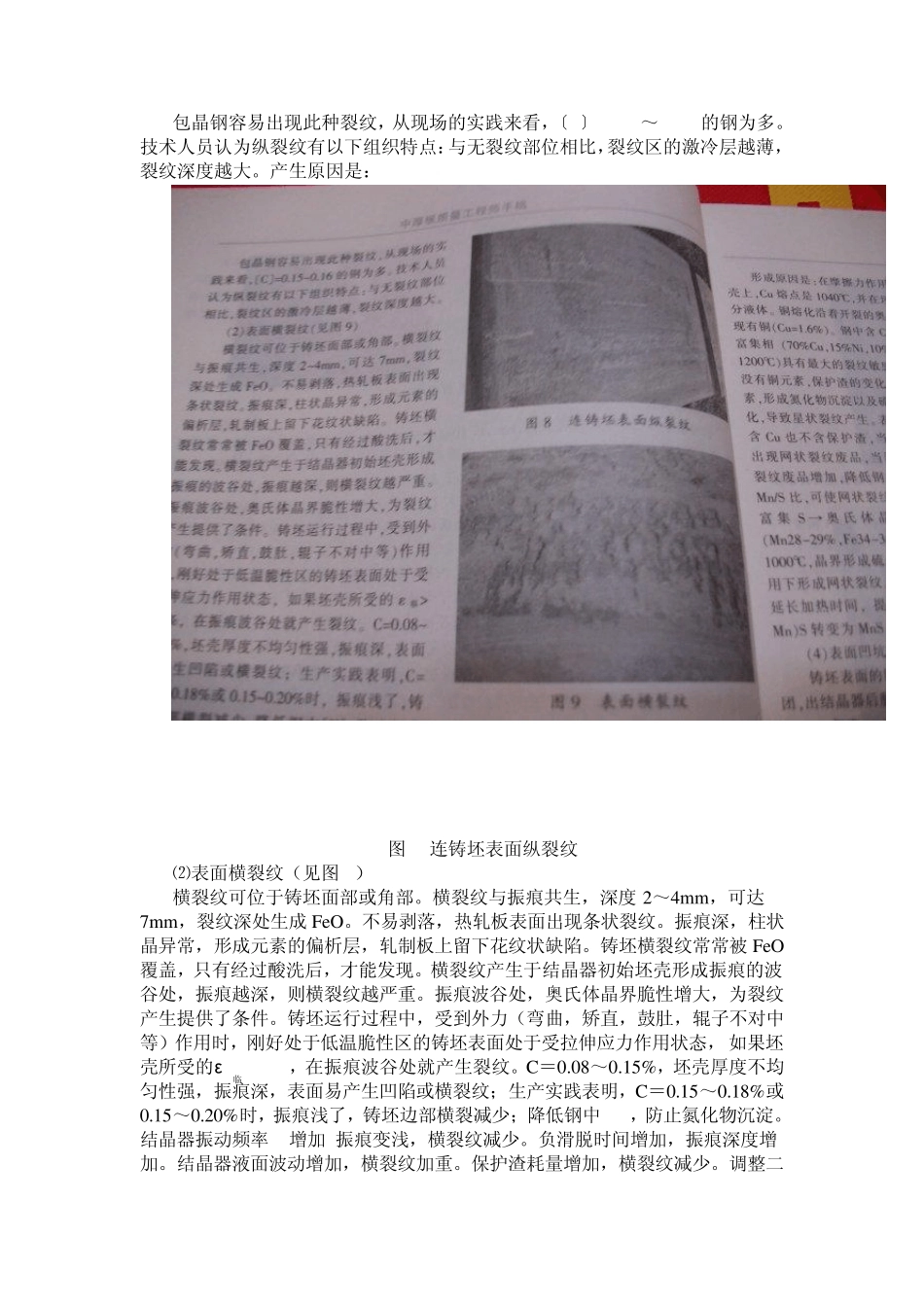
板坯表面裂纹主要有:表面纵裂或角部纵裂、表面横裂或角部横裂、星裂
资料显示:钢的温度与裂纹有关系,称之为“钢的高温性能”
⑴钢可分为三个延性区:Ⅰ区凝固脆性区(Tm-1350℃),Ⅱ区高温塑性区(1300-1000℃),Ⅲ区低温脆化区( 900-700℃),Ⅰ区使铸坯产生内裂纹,Ⅲ区使铸坯产生表面裂纹
⑵外力作用为:结晶器坯壳与铜板摩擦力、钢水静压力产生鼓肚、喷水冷却不均匀产生热应力、铸坯弯曲或矫直力、支承辊不对中产生的机械力、相变应力,当这些力作用在高温铸坯表面或凝固前沿产生的应力或应变量超过钢的 σ 临或ε 临时就产生裂纹,然后在二冷区裂纹进一步扩展
⑶工艺性能为:浇注过热