板带轧机AGC 控制技术 2
液压AGC 厚度控制系统 液压AGC(自动厚度控制)系统是提高宽带热连轧板厚精度,控制板形,提高带材合格率的重要技术,AGC 系统的动态品质、静态品质的好坏直接影响系统的稳定性,响应的快速性和控制精度
板带轧机液压AGC 系统主要功能是实现压下位置自动控制(液压APC)及板厚自动控制(液压AGC)
正是由于液压AGC 系统响应的快速性,控制的精确性,使得越来越多的宽带生产线采用
莱钢 1500mm 宽带热连轧生产线实践证明液压AGC 系统通过提高整套轧机控制水平,使得产品质量大幅度提高
液压AGC 控制响应时间 40ms,响应频率 1 5Hz,使板带纵向厚差控制在 范围内,促使莱钢板带产品质量达到世界水平
1 AGC 的组成 2
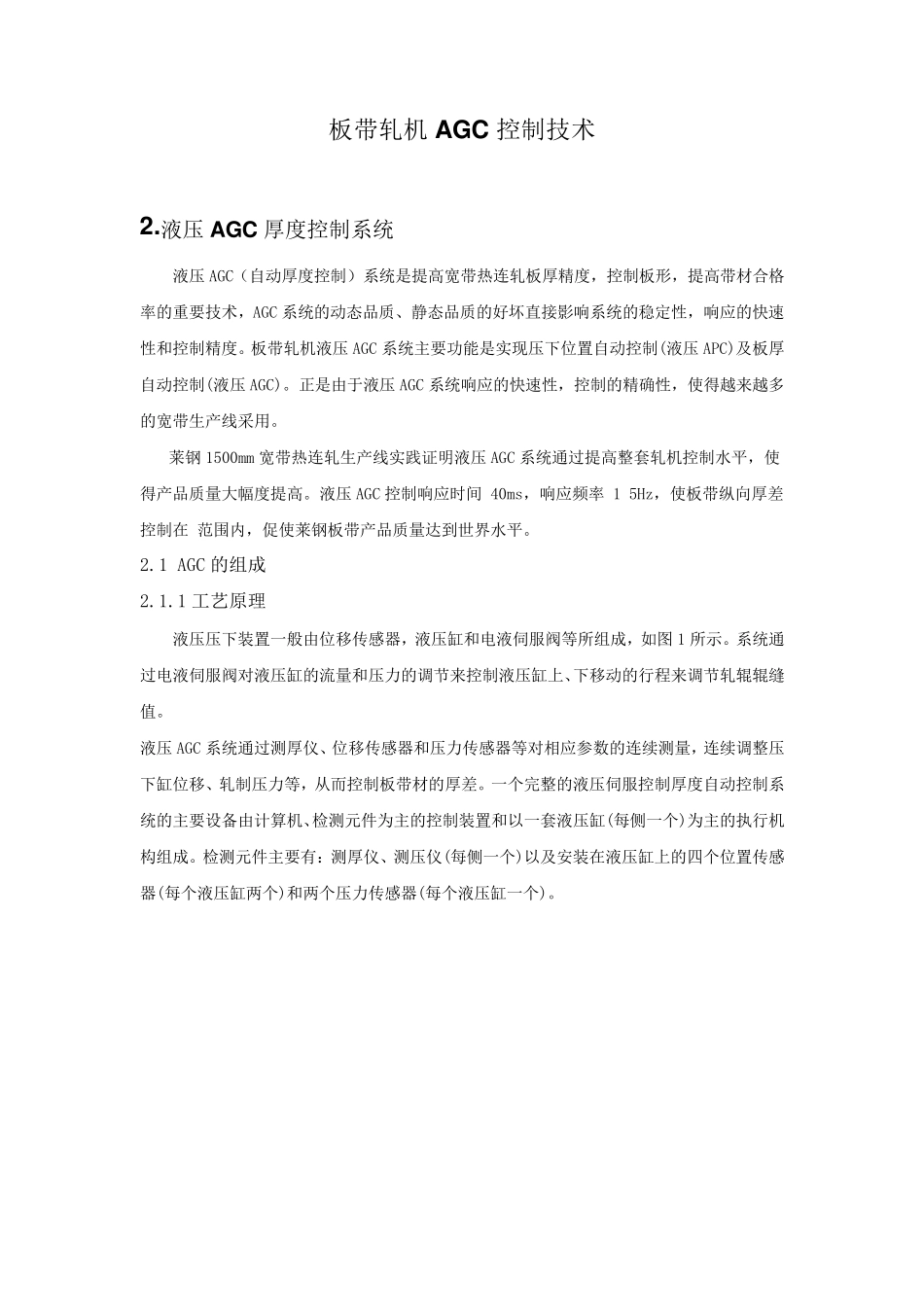
1 工艺原理 液压压下装置一般由位移传感器,液压缸和电液伺服阀等所组成,如图 1 所示
系统通过电液伺服阀对液压缸的流量和压力的调节来控制液压缸上、下移动的行程来调节轧辊辊缝值
液压AGC 系统通过测厚仪、位移传感器和压力传感器等对相应参数的连续测量,连续调整压下缸位移、轧制压力等,从而控制板带材的厚差
一个完整的液压伺服控制厚度自动控制系统的主要设备由计算机、检测元件为主的控制装置和以一套液压缸(每侧一个)为主的执 行机构 组成
检测元件主要有 : 测厚仪、测压仪(每侧一个)以及安 装在液压缸上的四 个位置传感器(每个液压缸两 个)和两 个压力传感器(每个液压缸一个)
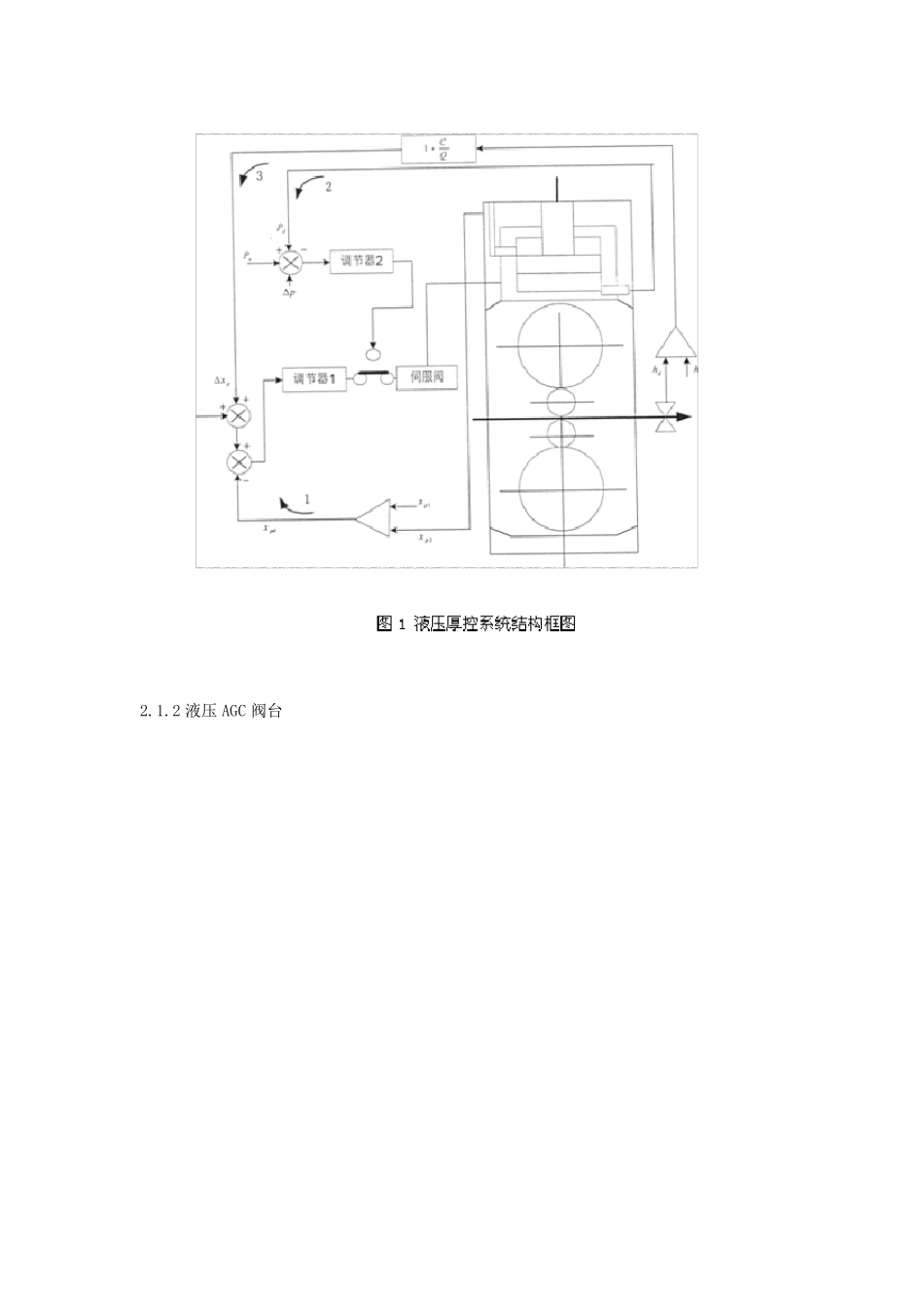
2 液压 AGC 阀台 图2 液压AGC 阀台示意 液压AGC 阀台原理示意如图2 所示
(1)阀站下方 P 口连通液压站的系统供油油路,用于为液压AGC 系统提供液压动力,T 口连通液压站油箱,用于回油
(2)阀站右方的 P 口,T 口,X 口用于检修或排查故障时检测阀站内系统供油压力 P以及伺服阀控制油路 X 是否正常