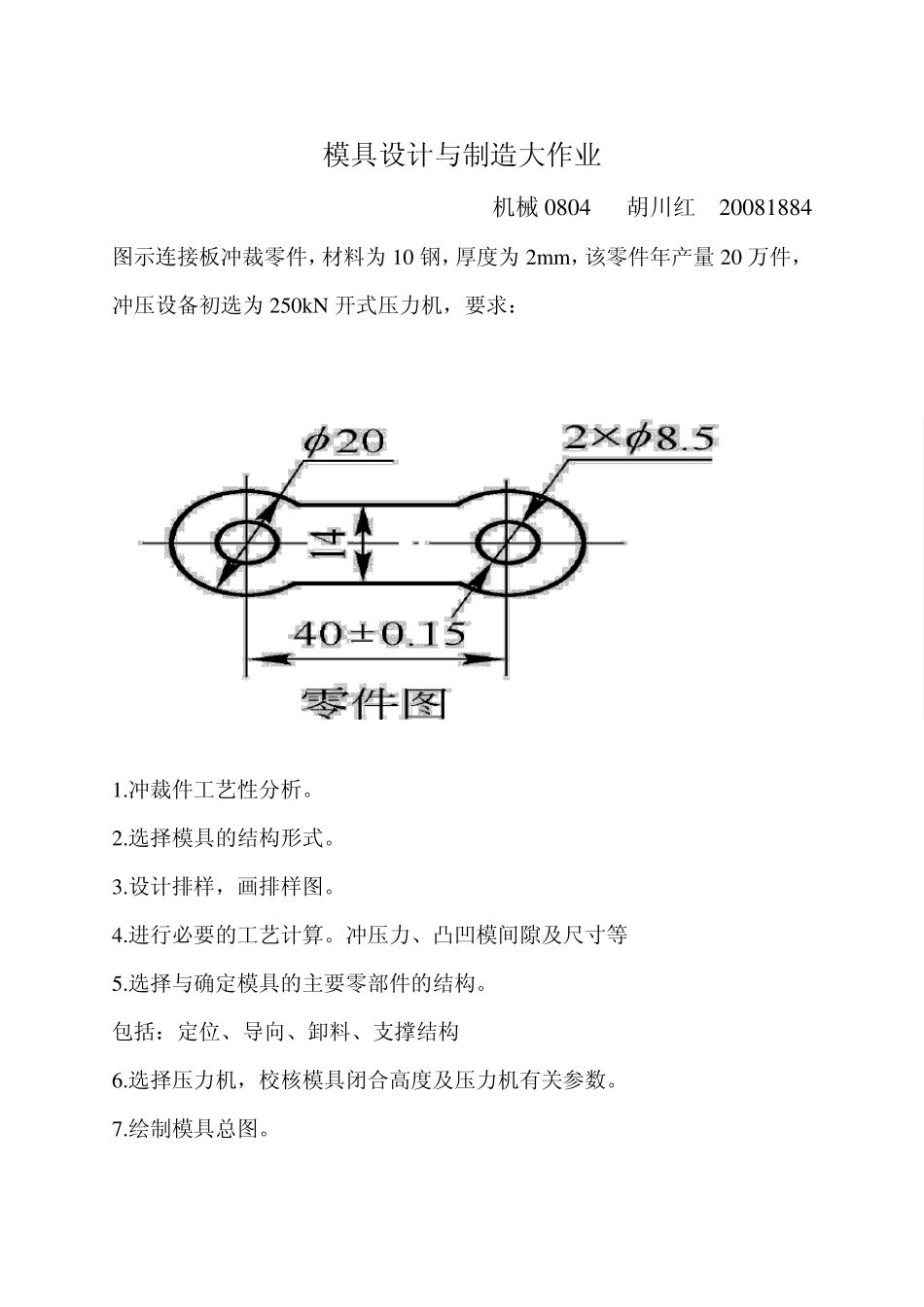
模具设计与制造大作业 机械0804 胡川红 20081884 图示连接板冲裁零件,材料为10 钢,厚度为2m m ,该零件年产量20 万件,冲压设备初选为250kN 开式压力机,要求: 1
冲裁件工艺性分析
选择模具的结构形式
设计排样,画排样图
进行必要的工艺计算
冲压力、凸凹模间隙及尺寸等 5
选择与确定模具的主要零部件的结构
包括:定位、导向、卸料、支撑结构 6
选择压力机,校核模具闭合高度及压力机有关参数
绘制模具总图
冲裁工艺分析 冲裁件的工艺性是指冲裁件对冲裁工艺的适应性
良好的冲裁工艺性是指能用普通冲裁方法,在模具寿命和生产效率较高、成本较低的条件下得到质量合格的冲裁件
当然工艺性的好坏是相对的,它直接受到工厂的冲压技术水平和设备条件等因素的影响
以上要求是确定冲压件的结构,形状,尺寸等对冲裁件工艺的实应性的主要因素
根据这一要求对该零件进行工艺分析
1 几何形状该冲裁件外形简单,形状规则,且成几何中心对称
2 冲裁件的外形和内孔没有尖角
3 冲孔的尺寸适宜
冲孔的直径d1
3x 2=2
6 小于 8
5mm 满足条件
4 最小孔距、孔边距经应满足a2t,经计算零件的孔边距为 5
75mm 大于最小孔边距 2t=2x 2=4mm、孔距为 40mm 明显足够
5 材料 10 钢属于碳素钢,查附表可知其屈强比较小,延伸率较高,具有良好的冲压性能
6 冲裁件的精度和断面粗糙度由于零件内外形尺寸均未注公差,属自由尺寸,可按IT 14 级确定工件尺寸公差,经查公差表得各尺寸公差分别为: 零件的外形尺寸:00
522000
4314 零件的空尺寸:0
5 工艺性分析的结论:此零件适合冲裁 2
模具结构形式的选择 2
1 确定冲压工艺方案确定方案就是确定冲压件的工艺路