冲模设计大作业阐明一、 任务1.题目(选择其中之一): 垫圈持续冲裁模设计 垫圈复合冲裁模设计2.应完毕文献:(1)模具装配图草图 1 张(手绘)(2)凸模、凹模零件图各 1 张(计算机绘图)(3) 设计阐明书(尽量用计算机打印)二、 参照文献[1] 冷冲模设计教材[2] 王孝培
冲压手册[3] 冷冲模国标[4] 冲模图册[3] 机械设计手册 垫圈持续冲裁模设计举例冲压零件d= 18+0
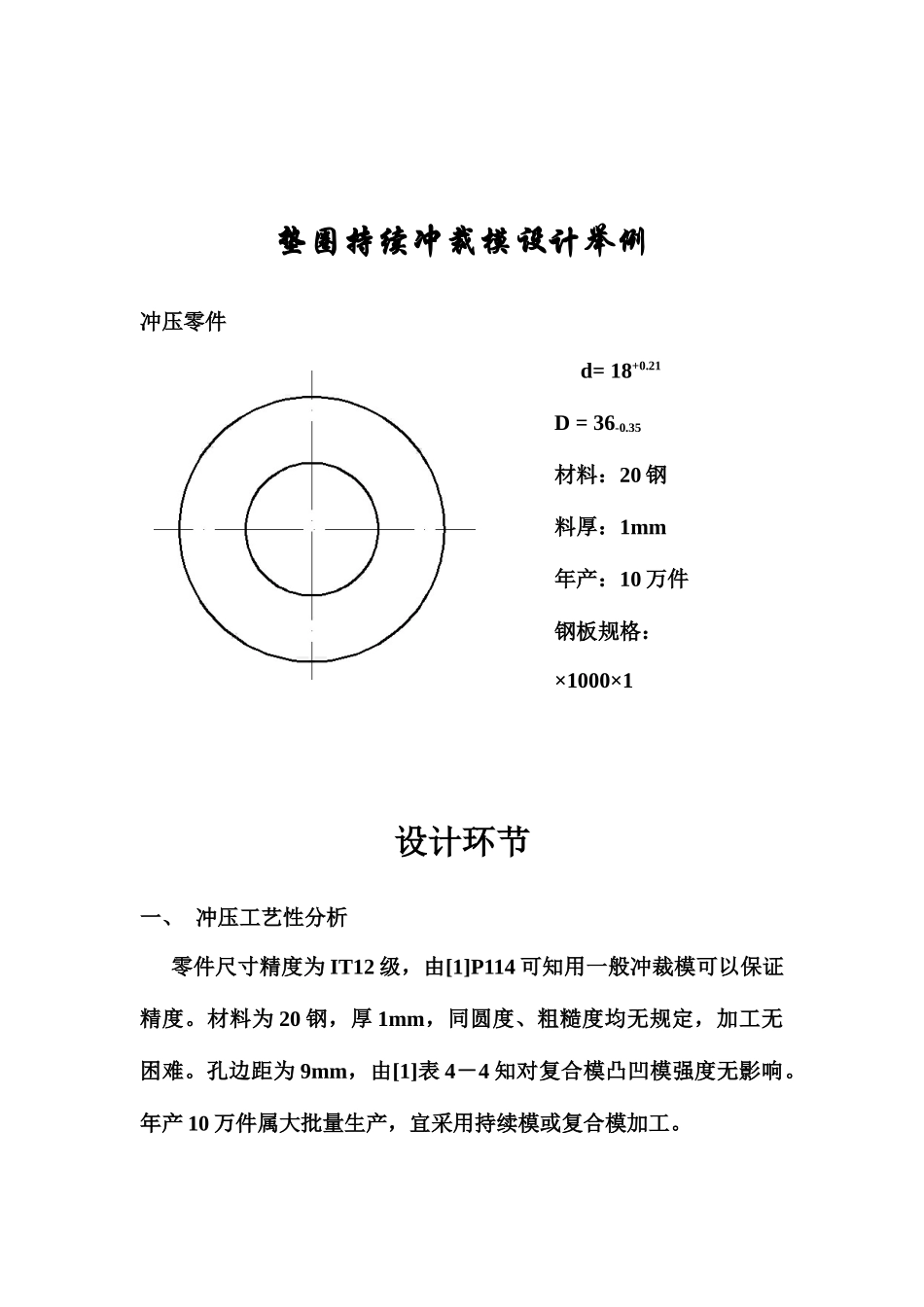
21D = 36-0
35 材料:20 钢料厚:1mm年产:10 万件钢板规格:×1000×1设计环节一、 冲压工艺性分析 零件尺寸精度为 IT12 级,由[1]P114 可知用一般冲裁模可以保证精度
材料为 20 钢,厚 1mm,同圆度、粗糙度均无规定,加工无困难
孔边距为 9mm,由[1]表 4-4 知对复合模凸凹模强度无影响
年产 10 万件属大批量生产,宜采用持续模或复合模加工
综上所述,此件工艺性良好,采用一般冲裁模可以顺利加工
二、 冲压工艺方案制定(一)方案 方案一:单工序冲裁,即先落料,后冲孔
方案二:持续冲裁 方案三:复合冲裁(二)比较分析 方案一需 2 副模具,对大量生产,效率偏低
方案二、方案三均满足大量生产需要
本设计采用持续模构造,始用挡料销和固定挡料销定距,用导料板做送进方向导向,用导正销保证同圆度,采用刚性卸料板卸料
三、工艺计算(一)排样图设计 1.确定搭边尺寸 由[1]表 3-10 查得 a=0
8 ,a1=1
两孔中心距 S=36+0
排样图如下:2.确定条料宽度及下料公差 无侧压时B=(D+2a1+2△+b0)0-△ 由表 3-11 查得下料偏差△ =0
5 mm 由表 3-12 查得条料与导料板间隙b0=0
5 mm条料宽度 B=39
参见[1],通过条料运用率及整板运用率计算,确定裁板方式