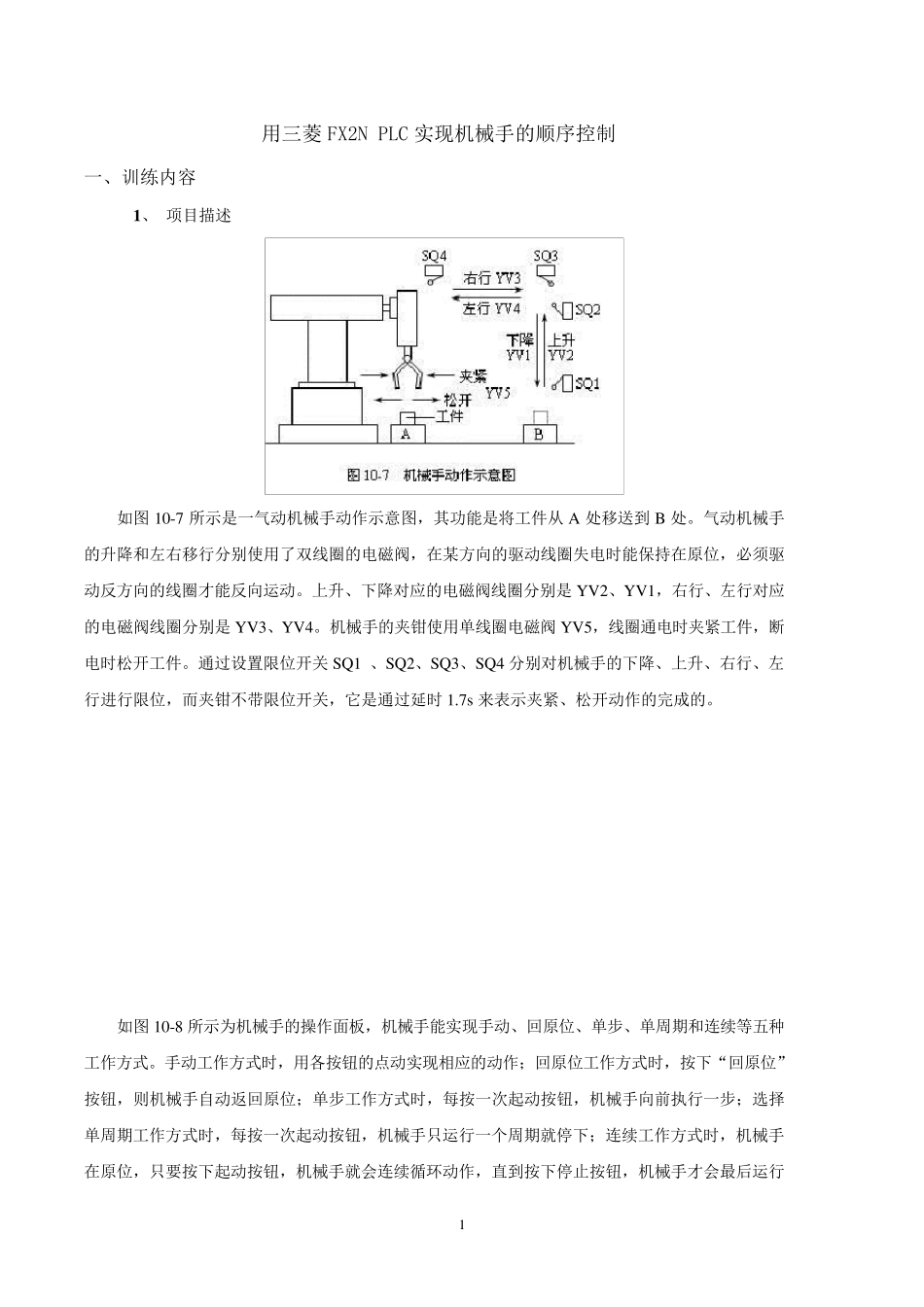
1 用三菱FX2N PLC 实现机械手的顺序控制 一、训练内容 1 、 项目描述 如图10-7 所示是一气动机械手动作示意图,其功能是将工件从A 处移送到B 处
气动机械手的升降和左右移行分别使用了双线圈的电磁阀,在某方向的驱动线圈失电时能保持在原位,必须驱动反方向的线圈才能反向运动
上升、下降对应的电磁阀线圈分别是YV2、YV1,右行、左行对应的电磁阀线圈分别是YV3、YV4
机械手的夹钳使用单线圈电磁阀YV5,线圈通电时夹紧工件,断电时松开工件
通过设置限位开关SQ1 、SQ2、SQ3、SQ4 分别对机械手的下降、上升、右行、左行进行限位,而夹钳不带限位开关,它是通过延时1
7s来表示夹紧、松开动作的完成的
如图10-8 所示为机械手的操作面板,机械手能实现手动、回原位、单步、单周期和连续等五种工作方式
手动工作方式时,用各按钮的点动实现相应的动作;回原位工作方式时,按下“回原位”按钮,则机械手自动返回原位;单步工作方式时,每按一次起动按钮,机械手向前执行一步;选择单周期工作方式时,每按一次起动按钮,机械手只运行一个周期就停下;连续工作方式时,机械手在原位,只要按下起动按钮,机械手就会连续循环动作,直到按下停止按钮,机械手才会最后运行 2 到原位并停下;而在传送工件的过程中,机械手必须升到最高位置才能左右移动,以防止机械手在较低位置运行时碰到其它工件
2、实训要求 2
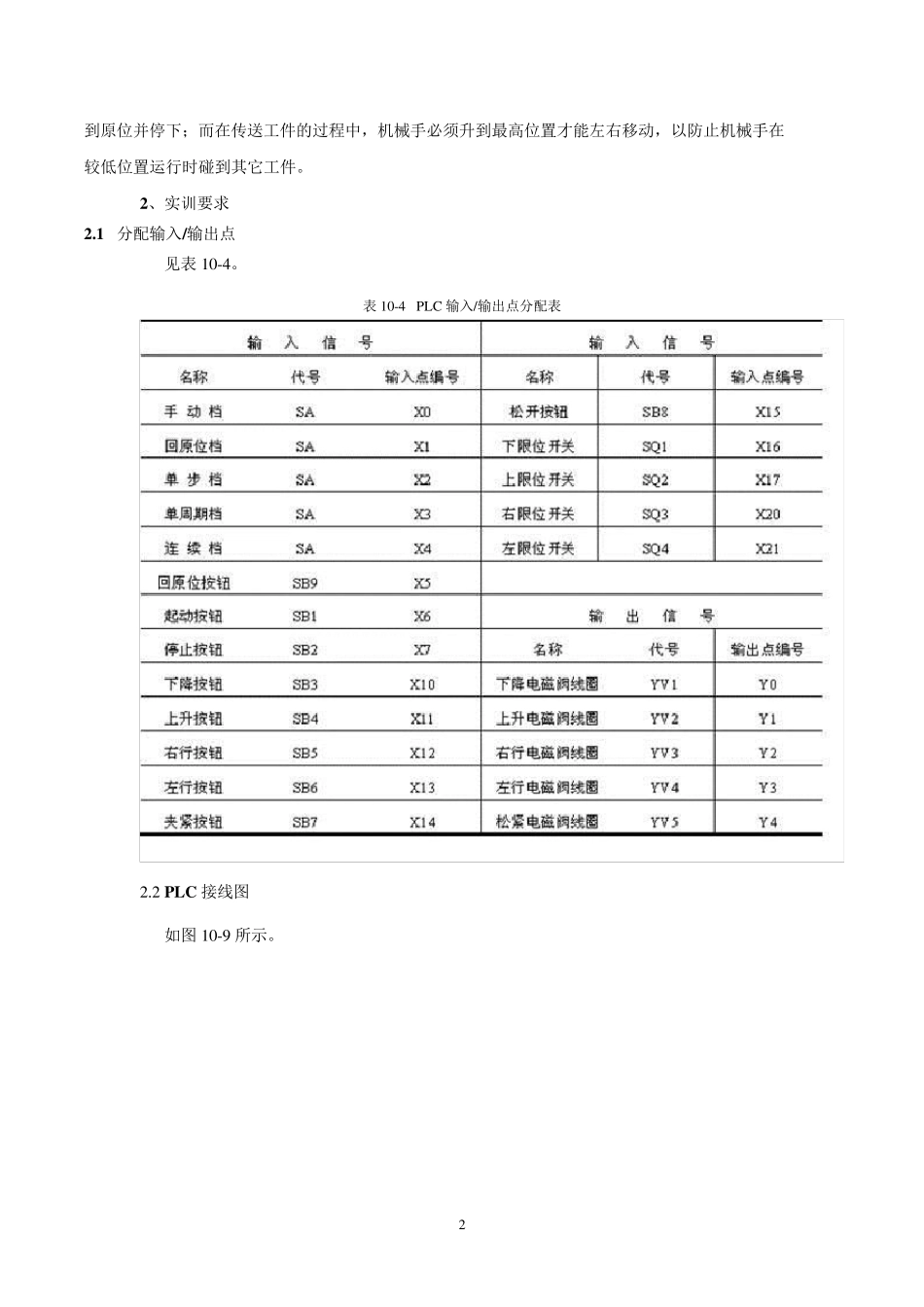
1 分配输入/输出点 见表 10-4
表 10-4 PLC 输入/输出点分配表 2
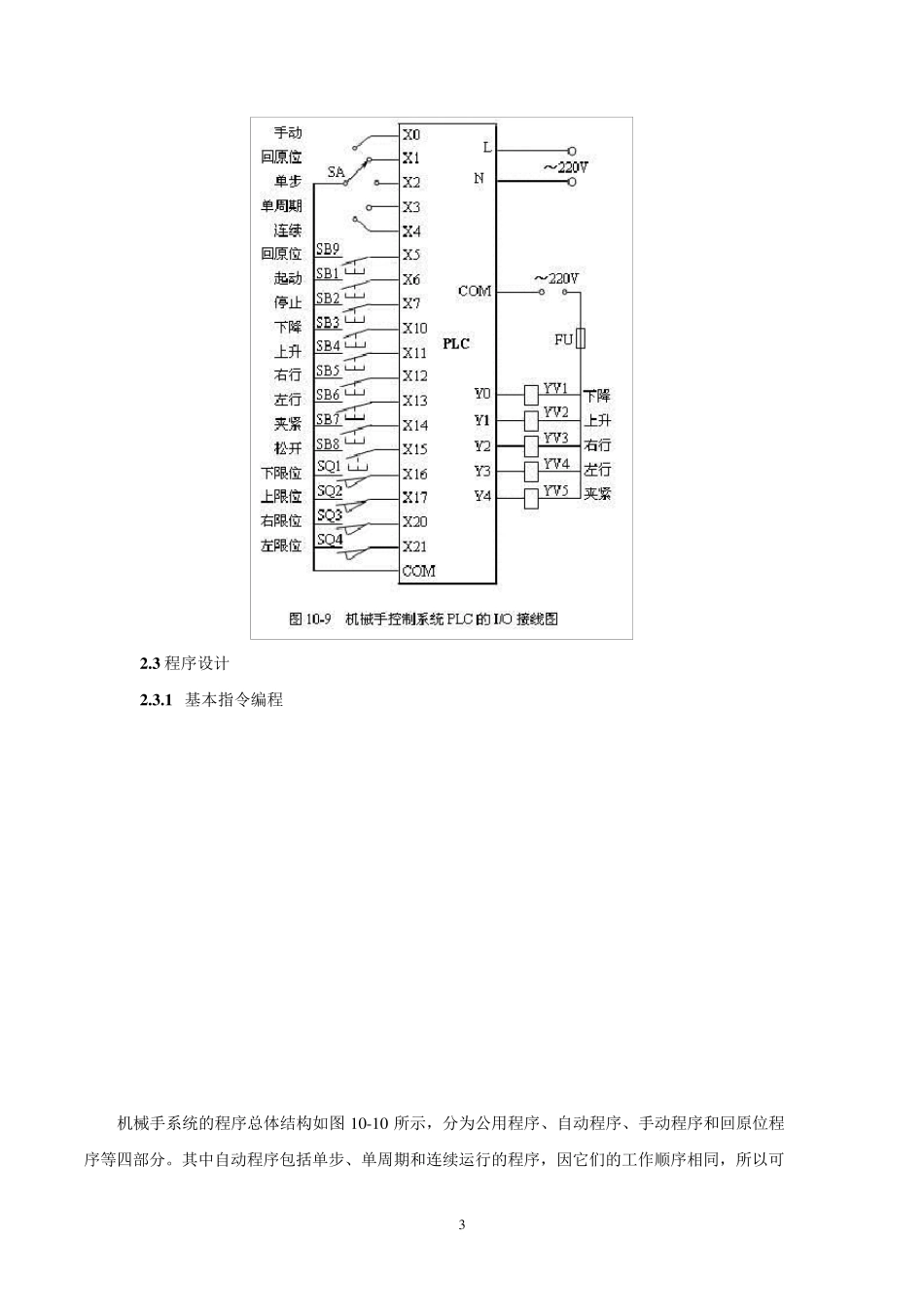
2 PLC 接线图 如图 10-9 所示
3 程序设计 2
1 基本指令编程 机械手系统的程序总体结构如图1 0 -1 0 所示,分为公用程序、自动程序、手动程序和回原位程序等四部分
其中自动程序包括单步、单周期和连续运行的程序,因它们的工作顺序相同,所以可 4 将它们合编在一起
CJ(FNC00