电镀就是利用电解的方式使金属或合金沉积在工件表面,以形成均匀、致密、结合力良好的金属层过程
一、 ABS塑料电镀原理 塑料成型后经过清洗、粗化、敏化、解胶等表面处理后,再进行沉镍、镀铜、镀镍,最后在表面镀一层致密抗氧化高强度铬层,使塑料产品呈现金属光泽,增强美感和使用寿命
ABS塑料是塑料电镀中应用最广的一种,ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯的三元共聚物,丁二烯的含量对电镀影响很大,一般应控制在 18-23%,丁二烯含量高流动性好,易成型,与镀层的结合的附着力好
由于 ABS 非 2,所以电镀前必须附上导电层,形成导电层要经过粗化、中和、敏化、活化、化学镀等几个步骤
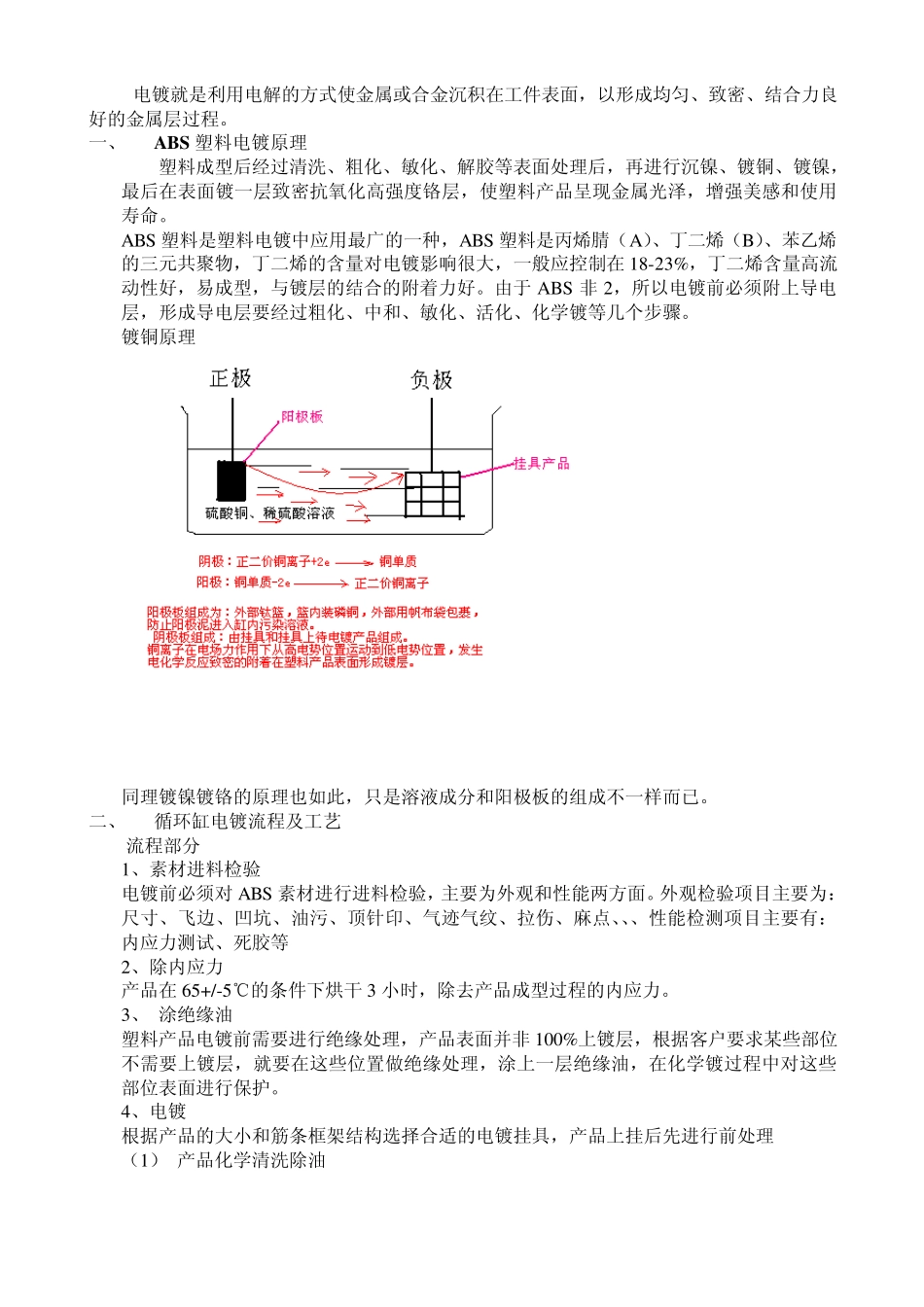
镀铜原理 同理镀镍镀铬的原理也如此,只是溶液成分和阳极板的组成不一样而已
二、 循环缸电镀流程及工艺 流程部分 1、素材进料检验 电镀前必须对 ABS素材进行进料检验,主要为外观和性能两方面
外观检验项目主要为:尺寸、飞边、凹坑、油污、顶针印、气迹气纹、拉伤、麻点、、、性能检测项目主要有:内应力测试、死胶等 2、除内应力 产品在 65+/-5℃的条件下烘干 3 小时,除去产品成型过程的内应力
3、 涂绝缘油 塑料产品电镀前需要进行绝缘处理,产品表面并非 100%上镀层,根据客户要求某些部位不需要上镀层,就要在这些位置做绝缘处理,涂上一层绝缘油,在化学镀过程中对这些部位表面进行保护
4、电镀 根据产品的大小和筋条框架结构选择合适的电镀挂具,产品上挂后先进行前处理 (1) 产品化学清洗除油 化学除油的原理为利用碱性溶液对油脂的皂化作用可除去皂化性油脂,利用表面活性剂的乳化作用除去非皂化性油脂
清洗缸液主要为去污粉、10-20g/L 氢氧化钠的水溶液,在打气的作用下,产品在 60-68℃温度下,时间为 1-5 分钟对表面脱模剂、指纹、蜡质层等可见杂质进行清理
皂化反应方程式是: (C17H3