直线进给铣床夹具 这类夹具安装在铣床工作台上,加工中随工作台按直线进给方式运动
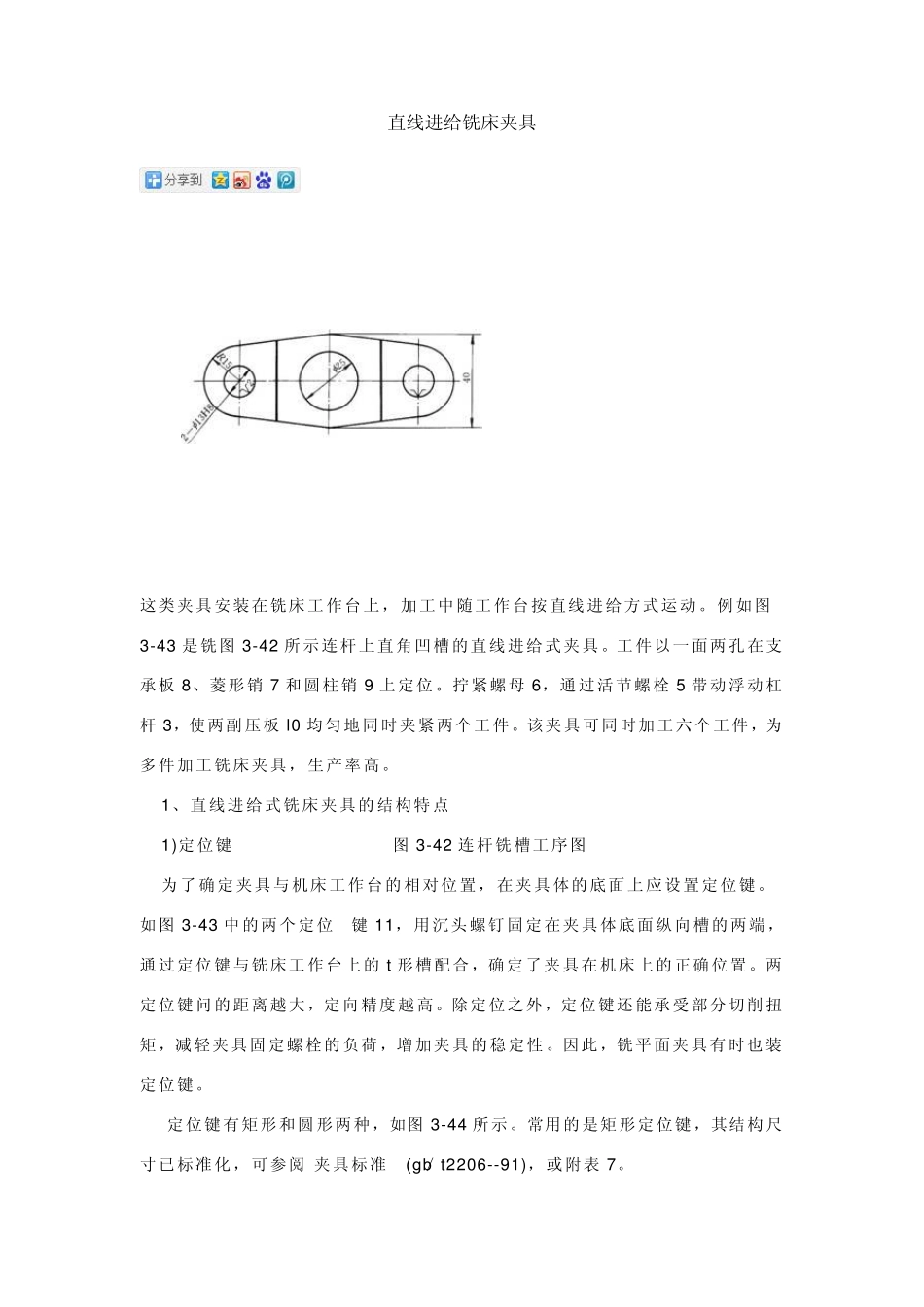
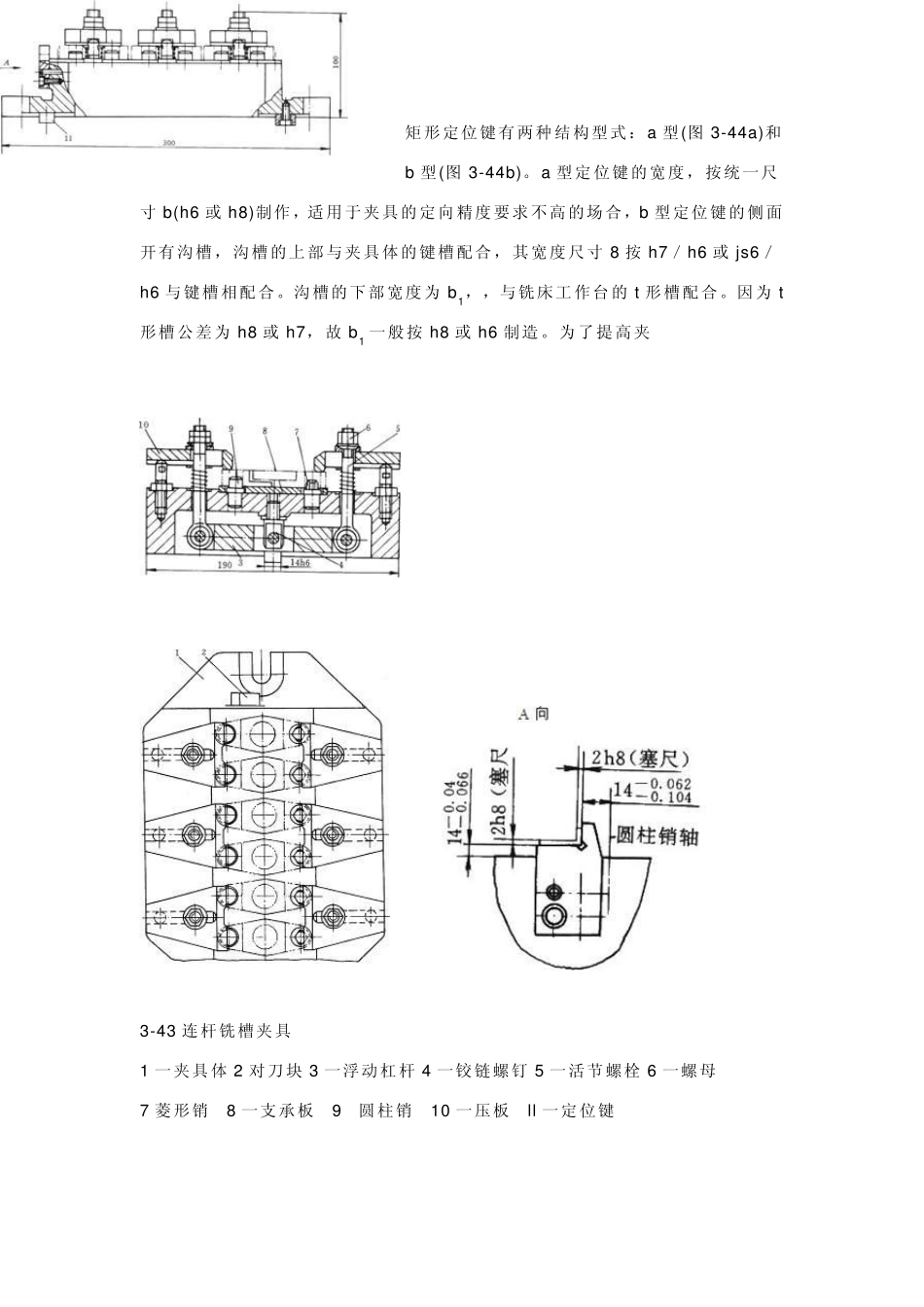
例如图3-43 是铣图3-42 所示连杆上直角凹槽的直线进给式夹具
工件以一面两孔在支承板8、菱形销 7 和圆柱销 9 上定位
拧紧螺母 6,通过活节螺栓 5 带动浮动杠杆3,使两副压板l0 均匀地同时夹紧两个工件
该夹具可同时加工六个工件,为多件加工铣床夹具,生产率高
1、直线进给式铣床夹具的结构特点 1)定位键 图3-42 连杆铣槽工序图 为了确定夹具与机床工作台的相对位置,在夹具体的底面上应设置定位键
如图3-43 中的两个定位 键 11,用沉头螺钉固定在夹具体底面纵向槽的两端,通过定位键与铣床工作台上的t 形槽配合,确定了夹具在机床上的正确位置
两定位键问的距离越大,定向精度越高
除定位之外,定位键还能承受部分切削扭矩,减轻夹具固定螺栓的负荷,增加夹具的稳定性
因此,铣平面夹具有时也装定位键
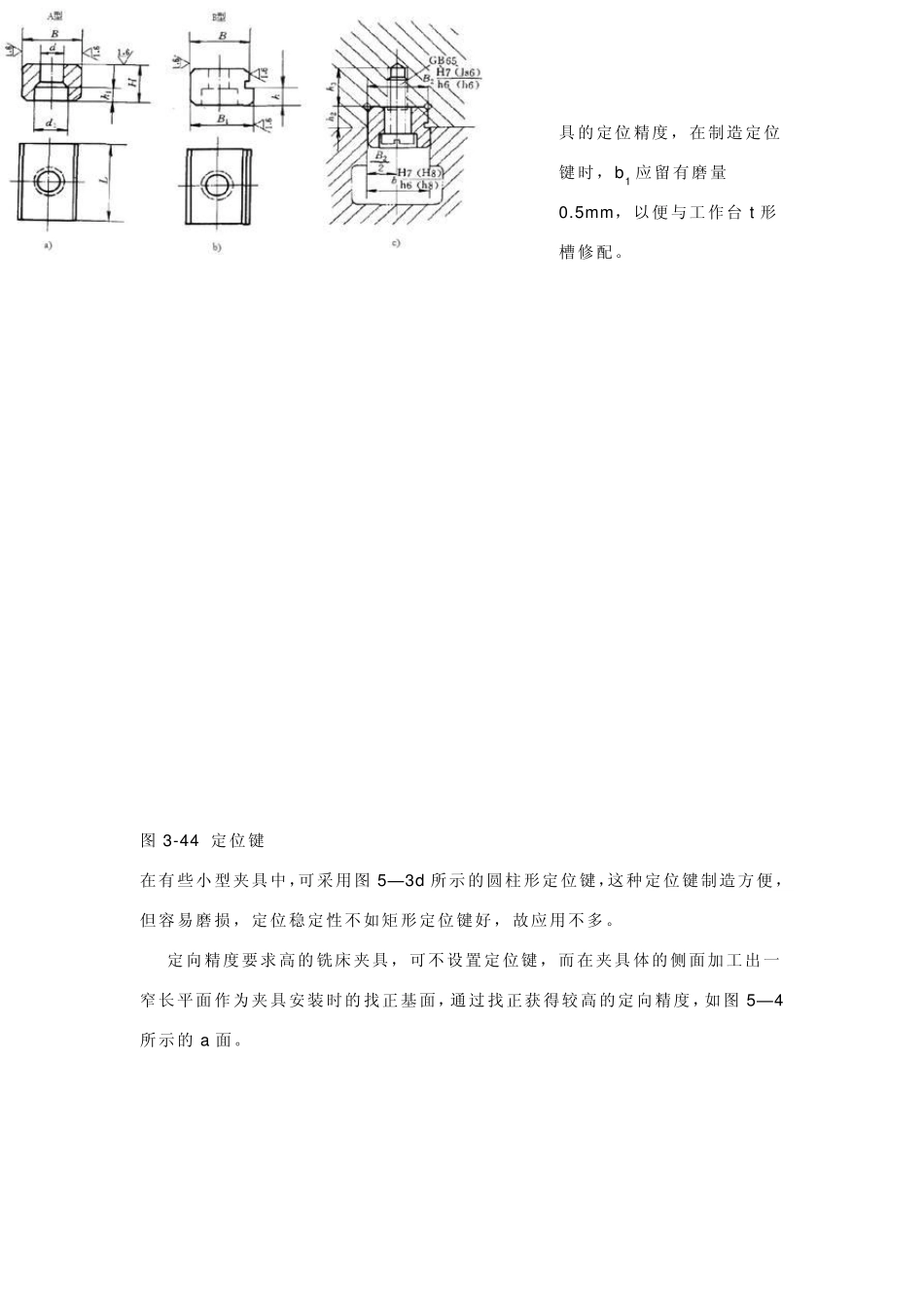
定位键有矩形和圆形两种,如图3-44 所示
常用的是矩形定位键,其结构尺寸已标准化,可参阅―夹具标准‖(gb/t2206--91),或附表 7
矩形定位键有两种结构型式:a 型(图3-44a)和b 型(图3-44b)
a 型定位键的宽度,按统一尺寸 b(h6 或 h8)制作,适用于夹具的定向精度要求不高的场合,b 型定位键的侧面开有沟槽,沟槽的上部与夹具体的键槽配合,其宽度尺寸 8 按 h7/h6 或 js6/h6 与键槽相配合
沟槽的下部宽度为 b1,,与铣床工作台的 t形槽配合
因为 t形槽公差为 h8 或 h7,故 b1 一般按 h8 或 h6 制造
为了提高夹 3-43 连杆铣槽夹具 1 一夹具体 2 对刀块 3 一浮动杠杆 4 一铰链螺钉 5 一活节螺栓 6 一螺母 7 菱形销 8 一支承板 9 圆柱销 10 一压板 ll 一定位键 具的定位精度,在制造定位键时,b1 应留有磨量0