252627一般要求初步设定成型参数开始寻找优化参数2 82 93 03 13 23 33 4
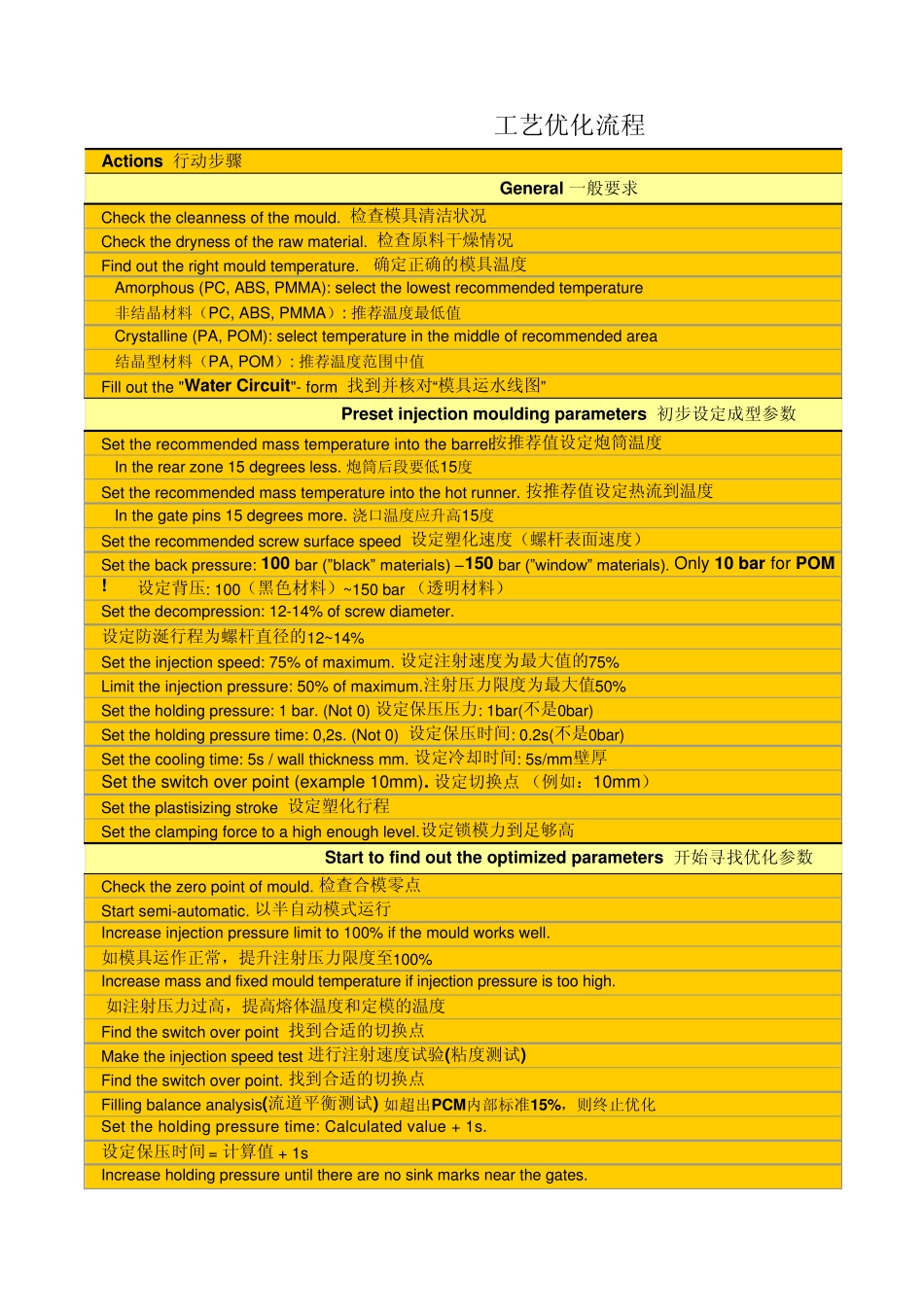
3 83 94 0Actions 行动步骤Check the cleanness of the mould
检查模具清洁状况Check the dryness of the raw material
检查原料干燥情况Find out the right mould temperature
确定正确的模具温度Amorphous (PC, ABS, PMMA): select the lowest recommended temperature非结晶材料(PC, ABS, PMMA): 推荐温度最低值Crystalline (PA, POM): select temperature in the middle of recommended area结晶型材料(PA, POM): 推荐温度范围中值Fill out the "Water Circuit"- form 找到并核对“模具运水线图”Set the recommended mass temperature into the barrel
按推荐值设定炮筒温度In the rear zone 15 degrees less
炮筒后段要低15度Set the recommended mass temperature into the hot runner
按推荐值设定热流到温度In the gate pins 15 degrees more
浇口温度应升高15度Set the recommended screw surface speed 设定塑化速度(螺杆