船舶电气焊接件焊接工艺规程 蓬莱中柏京鲁船业有限公司编制 船舶电气焊接件焊接工艺规程 1 主题内容与适用范围 本标准规定了船舶电气焊接件(复板、托架桥形板、紧钩、电缆筒、管、框、填料函) 的焊接工艺要求
本标准适用于民用船舶及无特殊要求的军用舰船
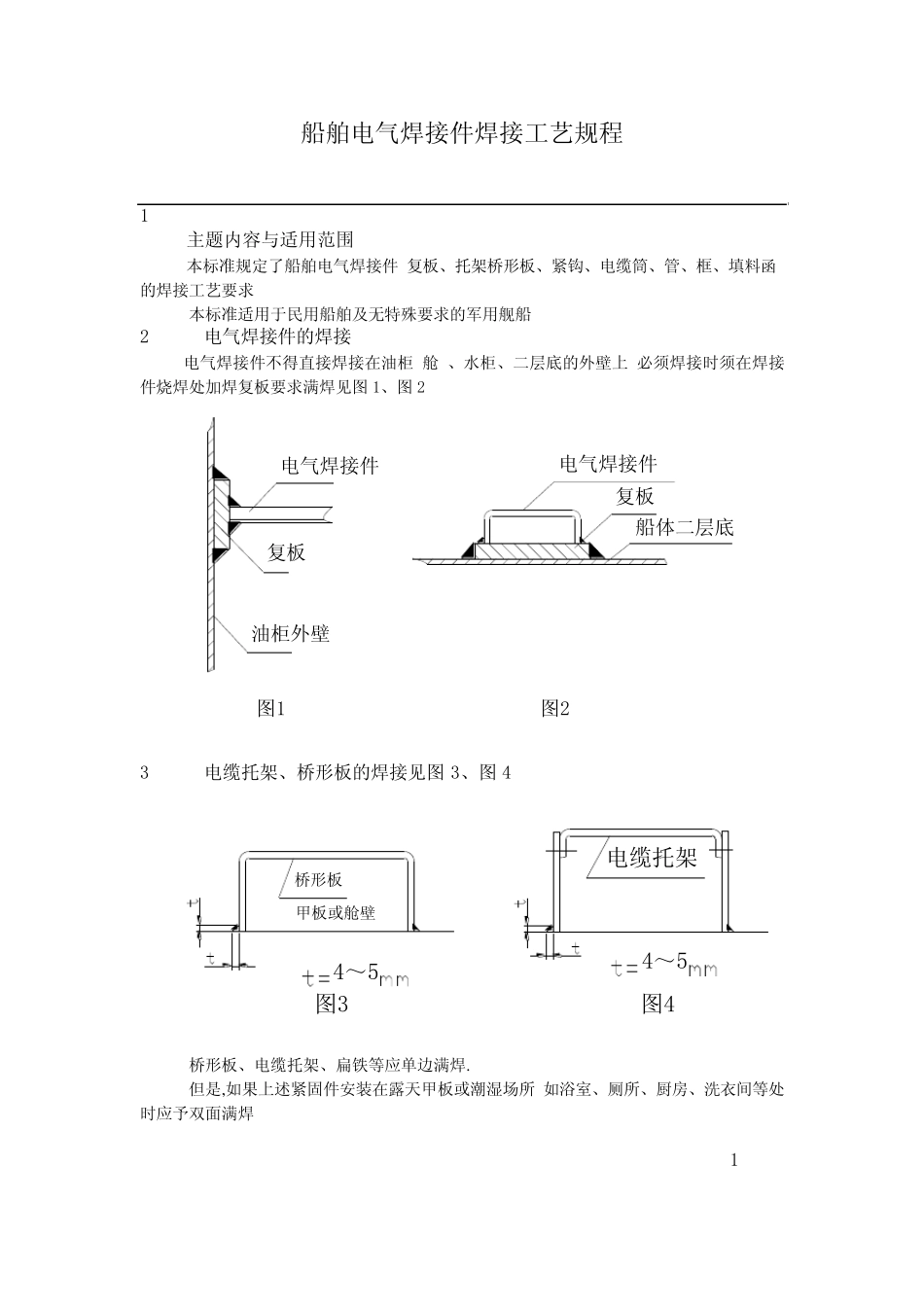
2 电气焊接件的焊接 电气焊接件不得直接焊接在油柜(舱)、水柜、二层底的外壁上
必须焊接时须在焊接件烧焊处加焊复板要求满焊见图 1、图 2
图2图1船体二层底复板电气焊接件油柜外壁复板电气焊接件 3 电缆托架、桥形板的焊接见图 3、图 4
4~5图4图34~5电缆托架桥形板甲板或舱壁 桥形板、电缆托架、扁铁等应单边满焊
但是,如果上述紧固件安装在露天甲板或潮湿场所,如浴室、厕所、厨房、洗衣间等处时应予双面满焊
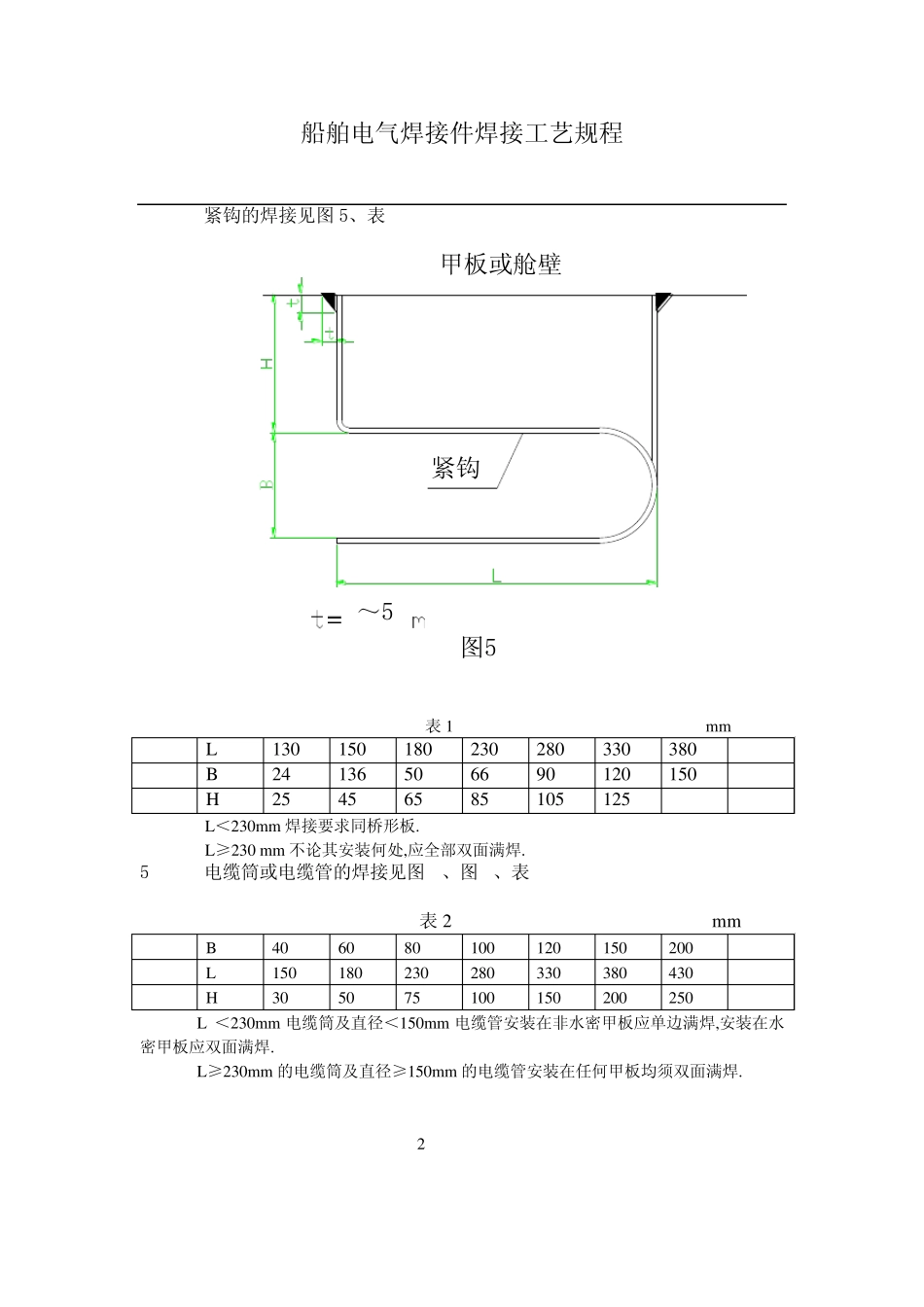
1 船舶电气焊接件焊接工艺规程 4 紧钩的焊接见图5、表1
4~5图5紧钩甲板或舱壁 表1 m m L 130 150 180 230 280 330 380 B 24 136 50 66 90 120 150 H 25 45 65 85 105 125 L<230m m 焊接要求同桥形板
L≥230 m m 不论其安装何处,应全部双面满焊
5 电缆筒或电缆管的焊接见图6、图7、表2
表2 m m B 40 60 80 100 120 150 200 L 150 180 230 280 330 380 430 H 30 50 75 100 150 200 250 L <230m m 电缆筒及直径<150m m 电缆管安装在非水密甲板应单边满焊,安装在水密甲板应双面满焊
L≥230m m 的电缆筒及直径≥150m m 的电缆管安装在任何甲板均须双面满焊
2 船舶电气焊接件焊接工艺规程 4~54~5图7图6绝缘层甲板电缆筒或管甲板电缆筒或管6 电缆框的焊接见图8、图9
4~5图8甲板电缆框(筒式)甲板隔