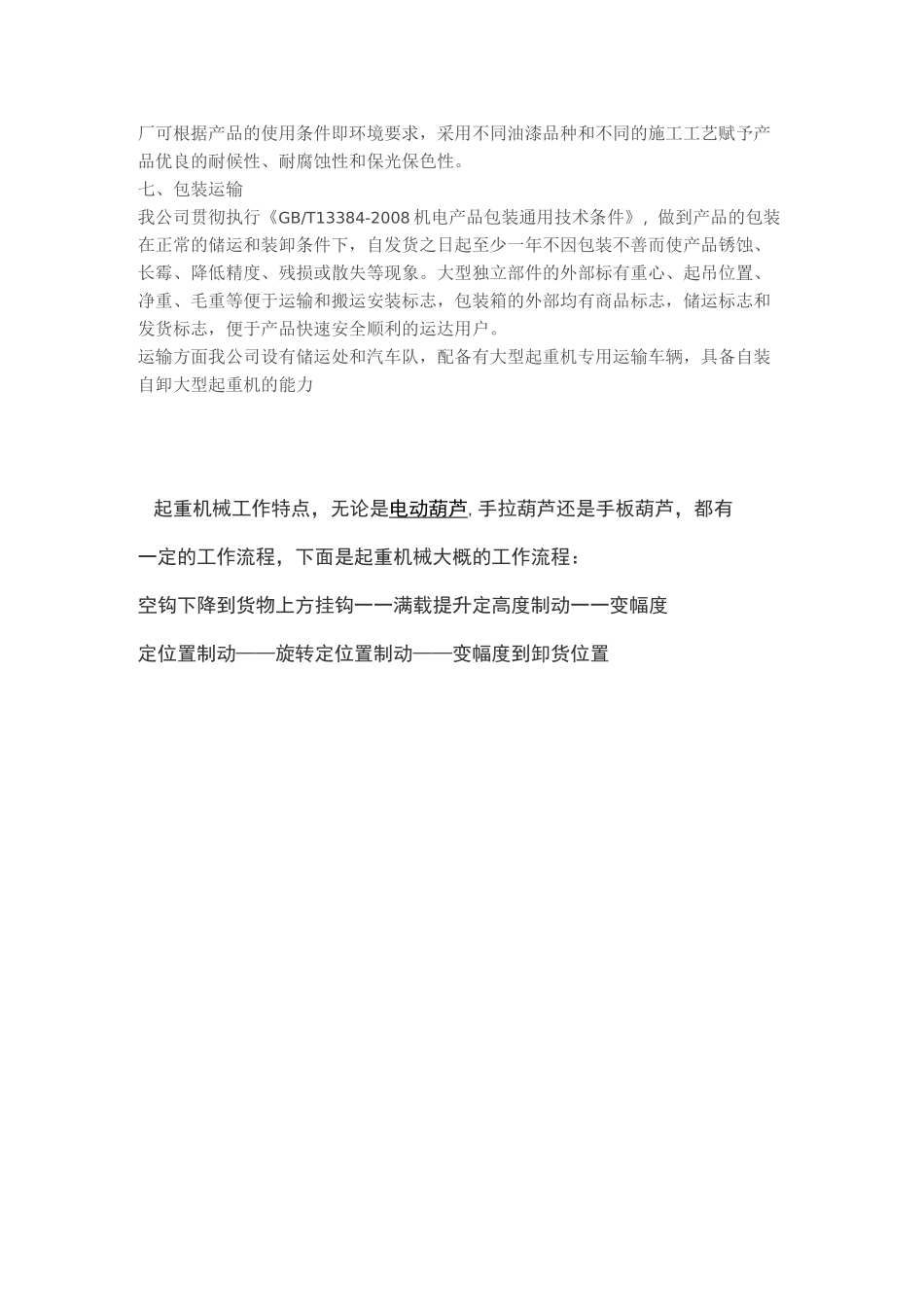
原材预处理划线清校对接拼无损探装配焊准备:整理场地;托架找准水平度;装配点焊:主架旁弯;向外平时放置;端梁垂直主架;检测:主梁对应截面上拱度四轮对角线跨度四轮着力点共面度修焊连板编号:对号标拆开清理:磨掉焊疤毛刺及残余飞溅等油漆标识:合格标专入1
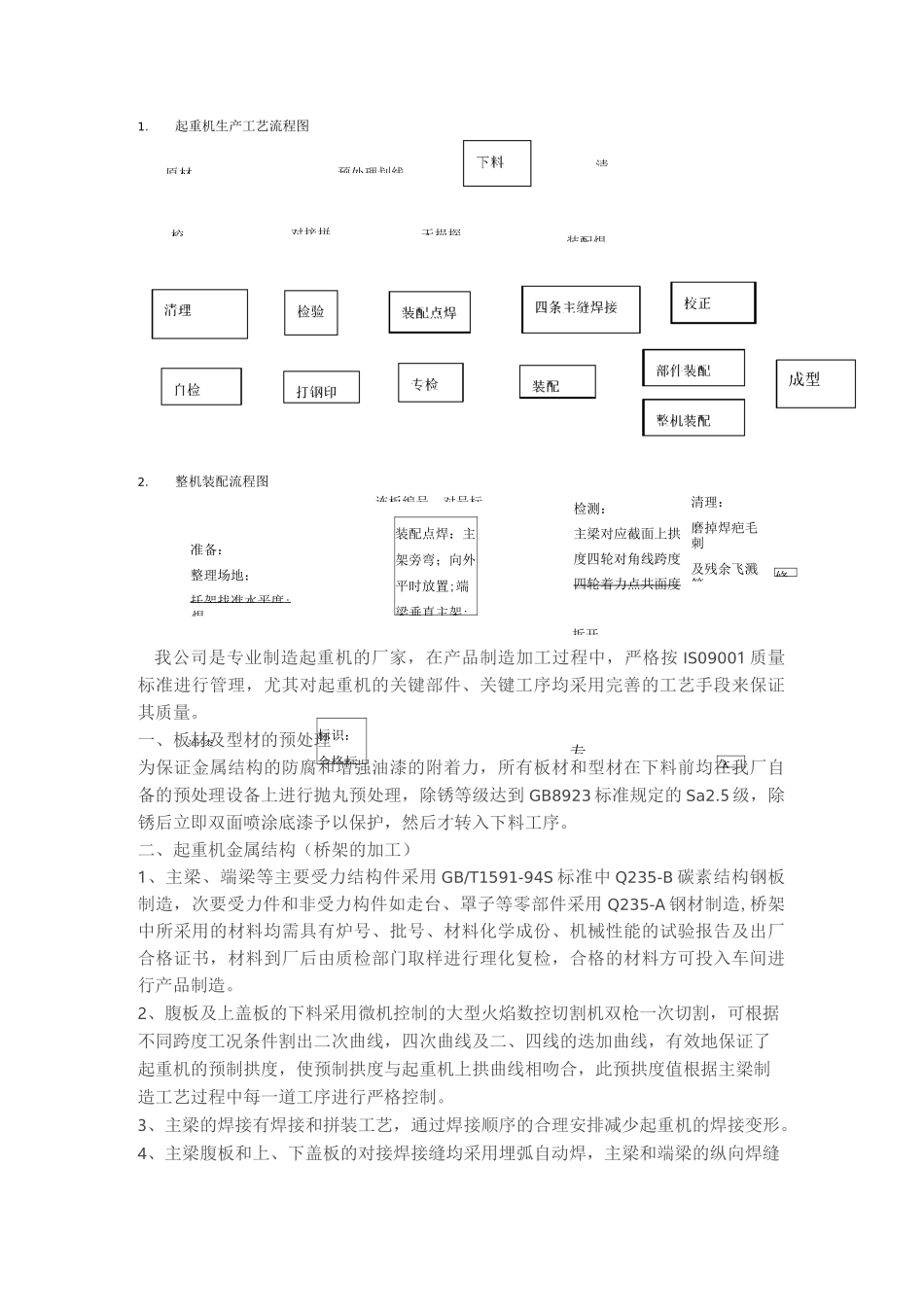
起重机生产工艺流程图2
整机装配流程图我公司是专业制造起重机的厂家,在产品制造加工过程中,严格按 IS09001 质量标准进行管理,尤其对起重机的关键部件、关键工序均采用完善的工艺手段来保证其质量
一、板材及型材的预处理为保证金属结构的防腐和增强油漆的附着力,所有板材和型材在下料前均在我厂自备的预处理设备上进行抛丸预处理,除锈等级达到 GB8923 标准规定的 Sa2
5 级,除锈后立即双面喷涂底漆予以保护,然后才转入下料工序
二、起重机金属结构(桥架的加工)1、主梁、端梁等主要受力结构件采用 GB/T1591-94S 标准中 Q235-B 碳素结构钢板制造,次要受力件和非受力构件如走台、罩子等零部件采用 Q235-A 钢材制造,桥架中所采用的材料均需具有炉号、批号、材料化学成份、机械性能的试验报告及出厂合格证书,材料到厂后由质检部门取样进行理化复检,合格的材料方可投入车间进行产品制造
2、腹板及上盖板的下料采用微机控制的大型火焰数控切割机双枪一次切割,可根据不同跨度工况条件割出二次曲线,四次曲线及二、四线的迭加曲线,有效地保证了起重机的预制拱度,使预制拱度与起重机上拱曲线相吻合,此预拱度值根据主梁制造工艺过程中每一道工序进行严格控制
3、主梁的焊接有焊接和拼装工艺,通过焊接顺序的合理安排减少起重机的焊接变形
4、主梁腹板和上、下盖板的对接焊接缝均采用埋弧自动焊,主梁和端梁的纵向焊缝采用微机控制的二氧化碳气体自动保护焊,焊后进行 100%探伤
5、焊接完成后,进行时效处理清除焊接应力
注:我厂起重机主梁焊接工艺获得省技术进步一等奖