1 燃气管道施工方案2
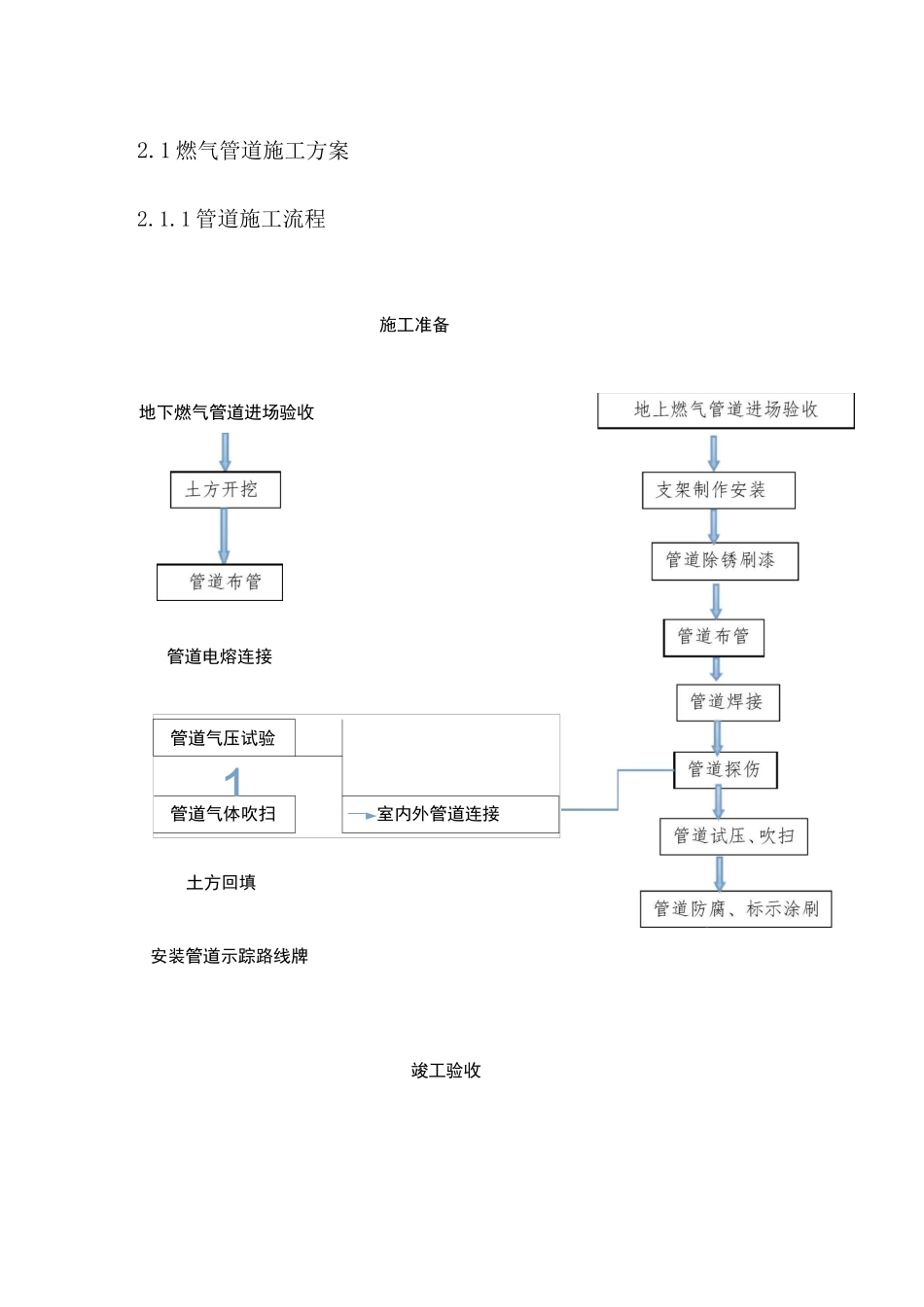
1 管道施工流程地下燃气管道进场验收管道电熔连接施工准备管道气压试验1管道气体吹扫—►室内外管道连接土方回填安装管道示踪路线牌竣工验收2
2 燃气管道安装(1)地下燃气管道安装1) 依据:本工程 PE 管安装使用全自动 PE 对接焊机及全自动电熔焊机,依照《聚乙烯燃气管道工程技术规程》(CJJ63-2005)、《城镇燃气输配工程施工及验收规范》(CJJ33-2005)要求进行施工
2) 管道连接材料、设备PE 管规格有:PE100SDR11、PE100SDR17
6;注:SDR 表示管材外径与壁厚的比值
焊接设备:全自动热熔焊机及全自动电熔焊机
3) 施工工序:施工工序参考施工工艺流程4)材料检验:(a)聚乙烯燃气管道中的管材、管件应符合现行国家标准《燃气用埋地聚乙烯管材》《燃气用埋地聚乙烯管件》(GB15558
2-2005)的规定
(b)管材、管件应具有质量检验部门的产品质量检验报告和生产厂的合格证
(c)对管材、管件进行外观及几何尺寸检查,检查管材、管件内外表面是否清洁光滑,是否有沟槽、划伤、凹陷、杂质和颜色不均等
(d)燃气管材应为黄色,管材上应有连续的,间距不超过 2m 的永久性标志写明用途,原材料牌号、标准尺寸比、规格尺寸、标准代号和顺序号、生产厂名或商标、生产日期
5)PE 管焊接PE 管焊接采用热熔及电熔焊接两种方式:A 热熔焊接热熔对接焊机采用热熔对接焊机,焊机操作尽量在平坦的路面上,使用焊机前应先对焊机进行检查,无误后方可进行下一步操作,焊机开机后将各项焊接参数调节好,并做好焊接前的各项准备工作:a 焊管前清除管端内外污物及加热板附着物,管道底用圆木垫底,以防管道在焊接过程中被磨坏
b 管端铣口对口,其错边量小于壁厚的 10%,最大允许间隙小于 0
3mm,否则重铣直至合格
焊接过程严格按机具程序操作,不违规操作,