第六节 顶出机构的结构及脱模力的计算一、 顶出机构的结构从模具中顶出塑件及其浇注系统凝料的机构称为顶出机构或脱模机构
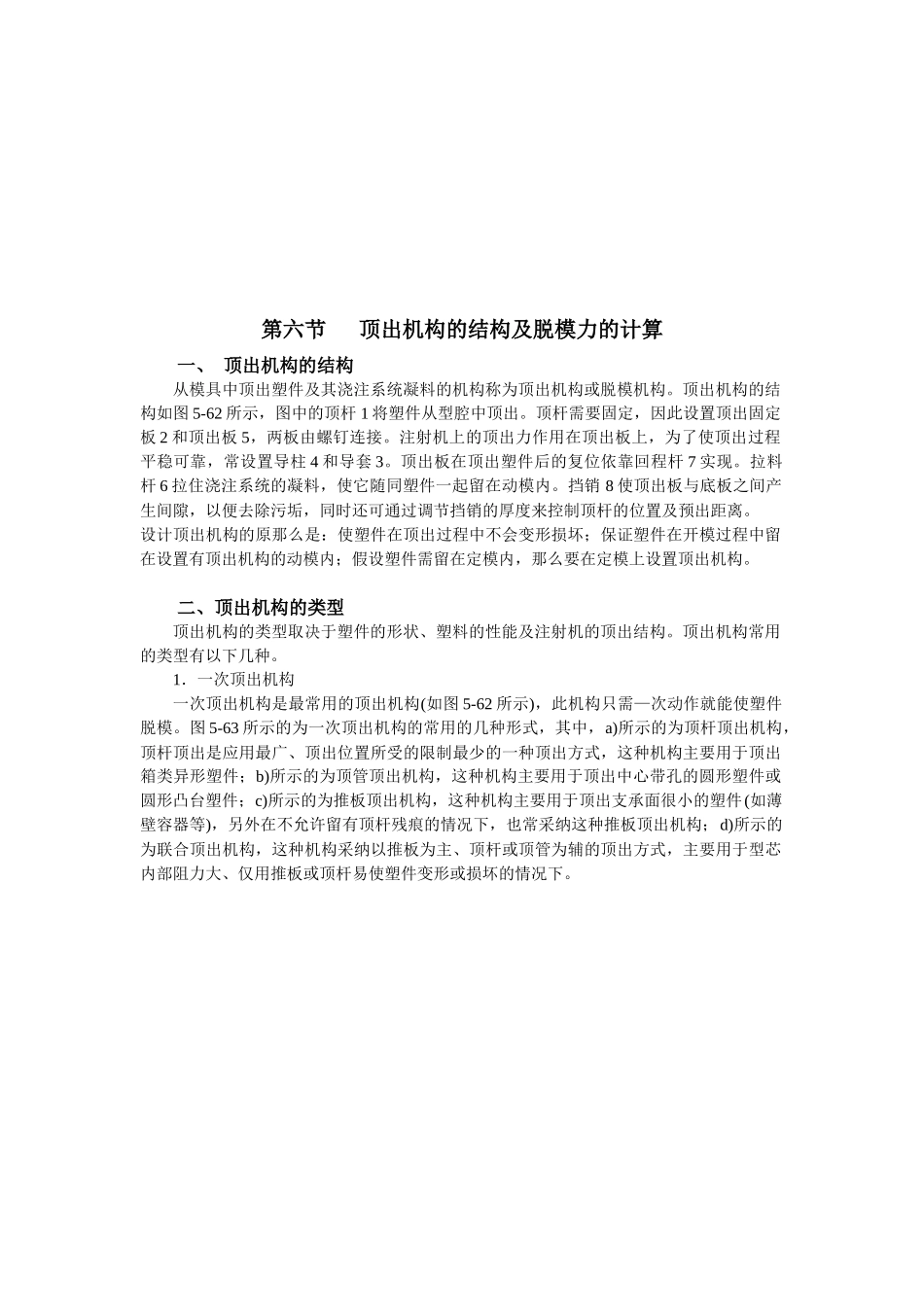
顶出机构的结构如图 5-62 所示,图中的顶杆 1 将塑件从型腔中顶出
顶杆需要固定,因此设置顶出固定板 2 和顶出板 5,两板由螺钉连接
注射机上的顶出力作用在顶出板上,为了使顶出过程平稳可靠,常设置导柱 4 和导套 3
顶出板在顶出塑件后的复位依靠回程杆 7 实现
拉料杆 6 拉住浇注系统的凝料,使它随同塑件一起留在动模内
挡销 8 使顶出板与底板之间产生间隙,以便去除污垢,同时还可通过调节挡销的厚度来控制顶杆的位置及预出距离
设计顶出机构的原那么是:使塑件在顶出过程中不会变形损坏;保证塑件在开模过程中留在设置有顶出机构的动模内;假设塑件需留在定模内,那么要在定模上设置顶出机构
二、顶出机构的类型顶出机构的类型取决于塑件的形状、塑料的性能及注射机的顶出结构
顶出机构常用的类型有以下几种
1.一次顶出机构一次顶出机构是最常用的顶出机构(如图 5-62 所示),此机构只需—次动作就能使塑件脱模
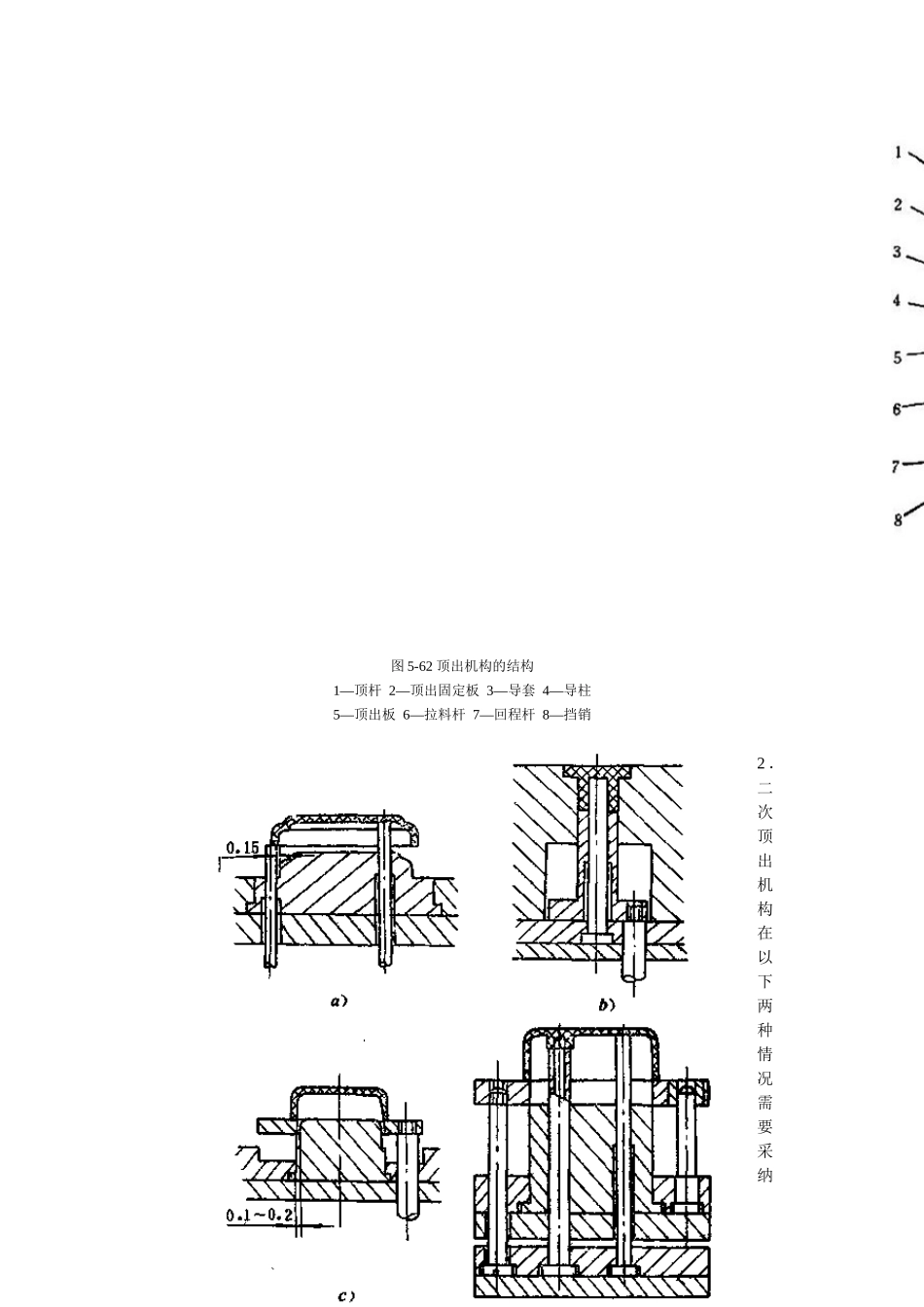
图 5-63 所示的为一次顶出机构的常用的几种形式,其中,a)所示的为顶杆顶出机构,顶杆顶出是应用最广、顶出位置所受的限制最少的一种顶出方式,这种机构主要用于顶出箱类异形塑件;b)所示的为顶管顶出机构,这种机构主要用于顶出中心带孔的圆形塑件或圆形凸台塑件;c)所示的为推板顶出机构,这种机构主要用于顶出支承面很小的塑件(如薄壁容器等),另外在不允许留有顶杆残痕的情况下,也常采纳这种推板顶出机构;d)所示的为联合顶出机构,这种机构采纳以推板为主、顶杆或顶管为辅的顶出方式,主要用于型芯内部阻力大、仅用推板或顶杆易使塑件变形或损坏的情况下
图 5-62 顶出机构的结构1—顶杆 2—顶出固定板 3—导套 4—导柱5—顶出板 6—拉料杆 7—回程杆 8—挡销2 .二次顶出机构在以