涂塑生产线培训材料一、 材料1
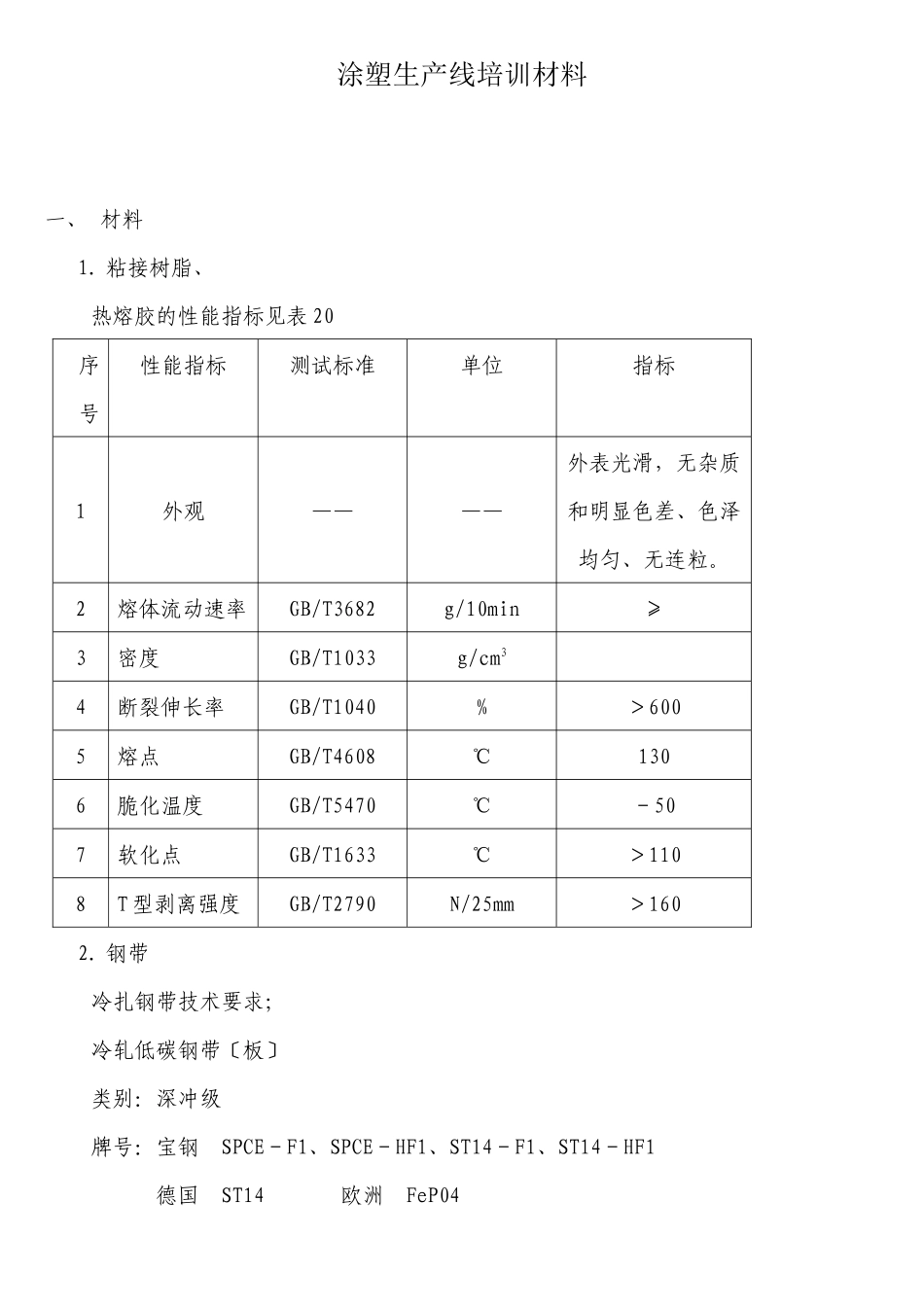
粘接树脂、热熔胶的性能指标见表 20序号性能指标测试标准单位指标1外观————外表光滑,无杂质和明显色差、色泽均匀、无连粒
2熔体流动速率GB/T3682g/10min≥3密度GB/T1033g/cm34断裂伸长率GB/T1040%>6005熔点GB/T4608℃1306脆化温度GB/T5470℃-507软化点GB/T1633℃>1108T 型剥离强度GB/T2790N/25mm>1602
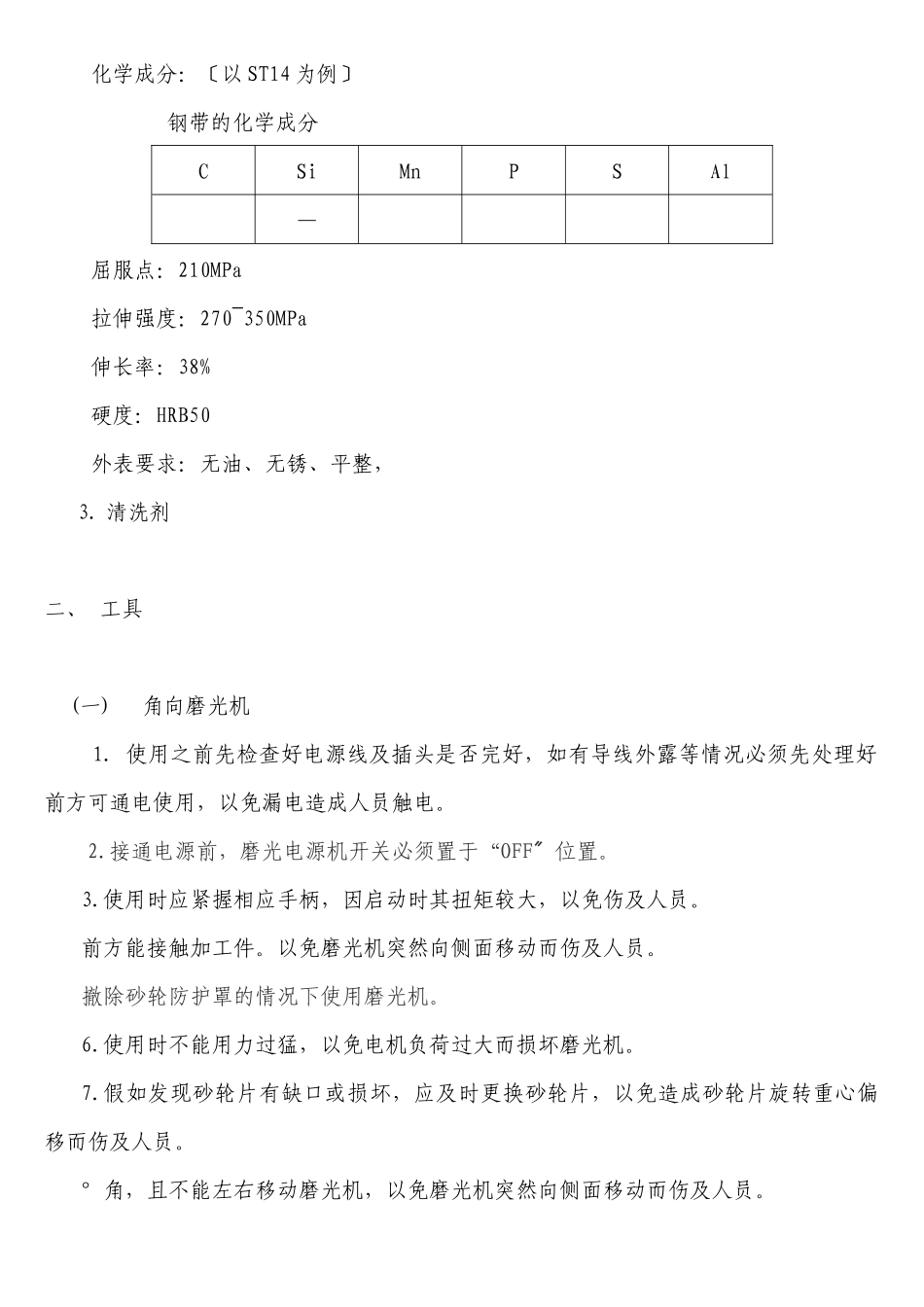
钢带冷扎钢带技术要求;冷轧低碳钢带〔板〕类别:深冲级牌号:宝钢 SPCE-F1、SPCE-HF1、ST14-F1、ST14-HF1 德国 ST14 欧洲 FeP04化学成分:〔以 ST14 为例〕 钢带的化学成分CSiMnPSAl—屈服点:210MPa拉伸强度:270~350MPa伸长率:38%硬度:HRB50外表要求:无油、无锈、平整,3
清洗剂二、 工具(一)角向磨光机 1
使用之前先检查好电源线及插头是否完好,如有导线外露等情况必须先处理好前方可通电使用,以免漏电造成人员触电
接通电源前,磨光电源机开关必须置于“OFF位置
使用时应紧握相应手柄,因启动时其扭矩较大,以免伤及人员
前方能接触加工件
以免磨光机突然向侧面移动而伤及人员
撤除砂轮防护罩的情况下使用磨光机
使用时不能用力过猛,以免电机负荷过大而损坏磨光机
假如发现砂轮片有缺口或损坏,应及时更换砂轮片,以免造成砂轮片旋转重心偏移而伤及人员
°角,且不能左右移动磨光机,以免磨光机突然向侧面移动而伤及人员
更换砂轮片时必须切断电源,以免磨光机误动作而伤及人员
视使用频率而注意碳刷的磨损情况,如有磨损及时更换
前方能放下磨光机
严禁以拉电源线的方式移动磨光机
(二)电剪刀1
使用之前先检查好电源线及插头是否完好,如有导线外露等情况必须先处理好前方可通电