中国铝业股份有限公司贵州分公司轻合金新材料退城进园项目电解车间A、B 轴交 101~202 轴线轨道整改施工方案审批:审核:编制:七冶安装工程有限责任公司2017 年月日一、编制依据1
1 施工图纸 G5393-104TB;1
2 我单位施工类似工程较为成熟的施工经验;1
3 建筑结构焊接技术规程(JGJ81—2002)1
4 吊车轨道联结及车档(05G525)二、工程概况本工程为中铝国际股份有限公司贵州分公司轻合金新材料进城退园项目电解车间 AB 轴线交 101〜202 轴线共 101 跨
厂房长约 650 米,轨道中心距 31
9m,轨道选型为 U120 型重型轨道,前期十二冶已经安装了一半轨道,根据我单位测量人员进行复测,发现轨道轨距偏差为土20mm,因多功能天车对轨道中心距要求偏差需控制在土 5mm 内,造成多功能天车不能在轨道上面进行移动
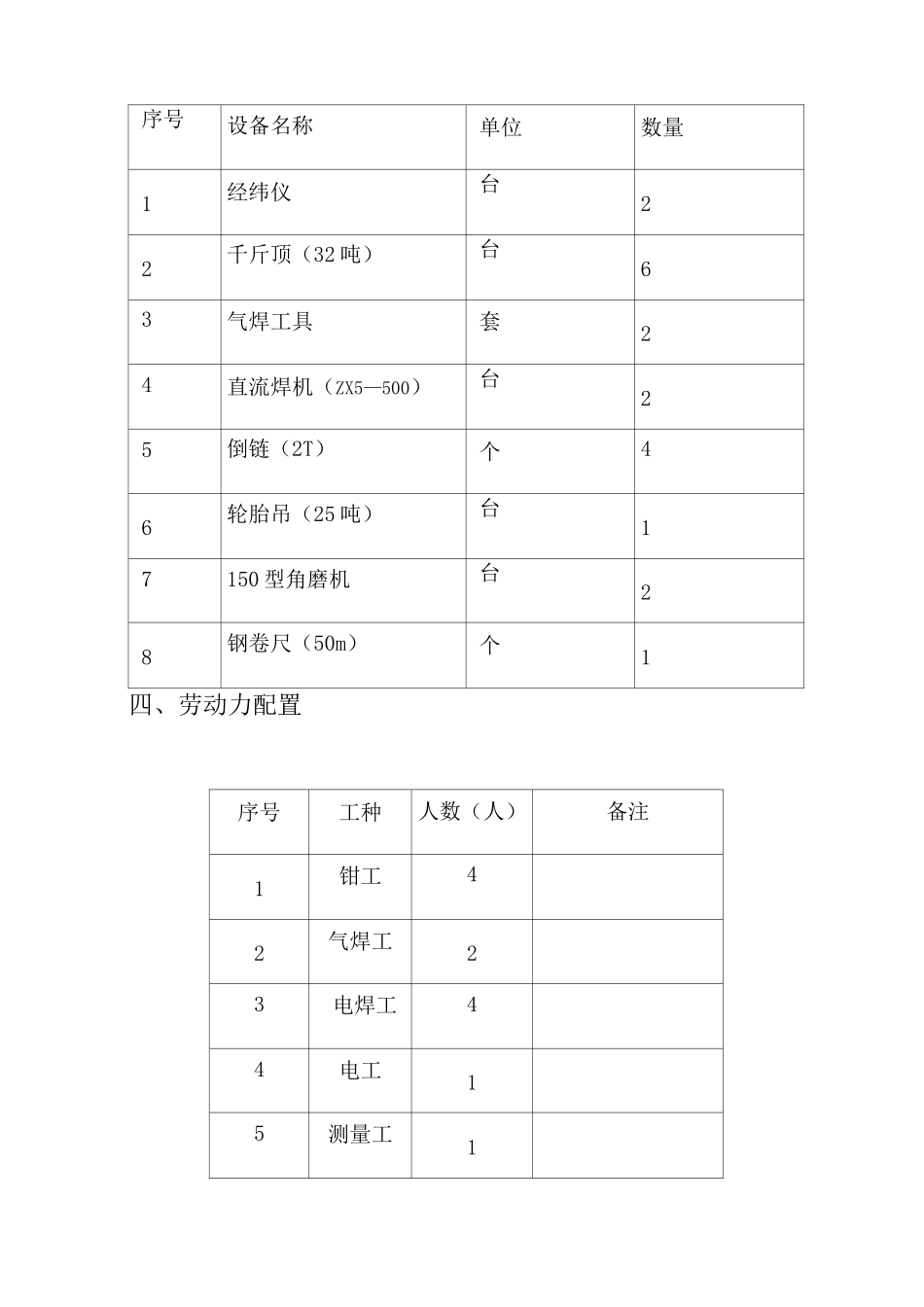
三、施工机具序号设备名称单位数量1经纬仪台22千斤顶(32 吨)台63气焊工具套24直流焊机(ZX5—500)台25倒链(2T)个46轮胎吊(25 吨)台17150 型角磨机台28钢卷尺(50m)个1四、劳动力配置序号工种人数(人)备注1钳工42气焊工23电焊工44电工15测量工16普工12总计24五、施工方法及工艺5
1 采用经纬仪,在已施工 A、B 轴轨道梁上画出两条辅助线,距轨道边 100mm(如下图),每间隔 1m 测量一次轨道离辅助线距离;轨道间距出现偏差处,将轨道压板及固定螺栓拆除,进行调整,发现轨道焊接处出现错口情况,必须将轨道焊口切割开,将焊口处处理完成并经检查合格后重新进行焊接,若发现轨道出现轻微变形,用千斤顶将轨道校正,采用气焊在变形处加热的方法配合消除轨道应力,并在加热完成后立即采用保温处理
校正示意图如下:5
2 钢轨焊接变形的控制在施焊过程中钢轨接头将会向下弯曲变形,为此,在焊接前必须将钢轨端头垫起一