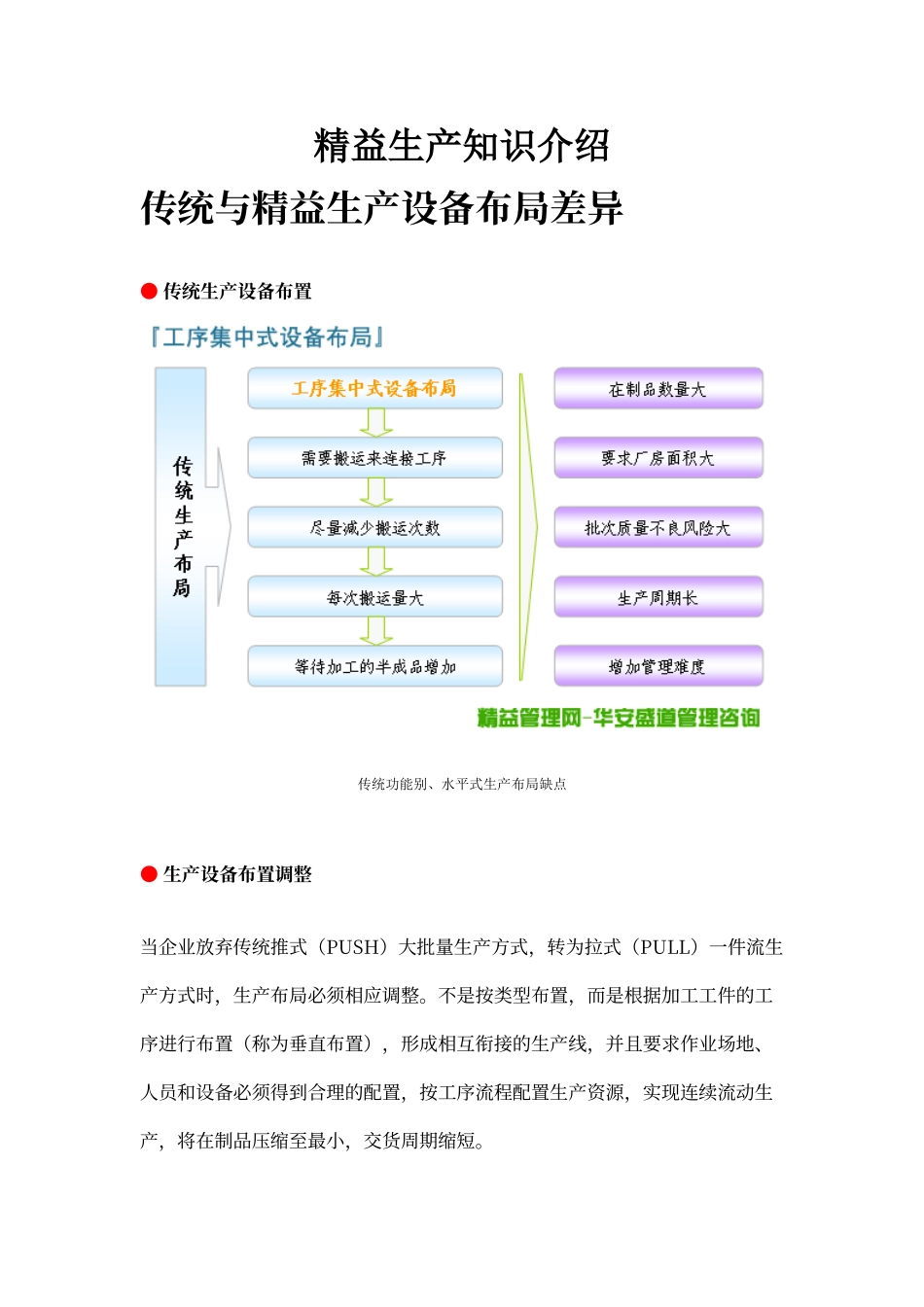
精益生产知识介绍传统与精益生产设备布局差异● 传统生产设备布置传统功能别、水平式生产布局缺点 ● 生产设备布置调整当企业放弃传统推式(PUSH)大批量生产方式,转为拉式(PULL)一件流生产方式时,生产布局必须相应调整
不是按类型布置,而是根据加工工件的工序进行布置(称为垂直布置),形成相互衔接的生产线,并且要求作业场地、人员和设备必须得到合理的配置,按工序流程配置生产资源,实现连续流动生产,将在制品压缩至最小,交货周期缩短
以下将对传统生产方式和精益生产方式的设备布置情况进行比较
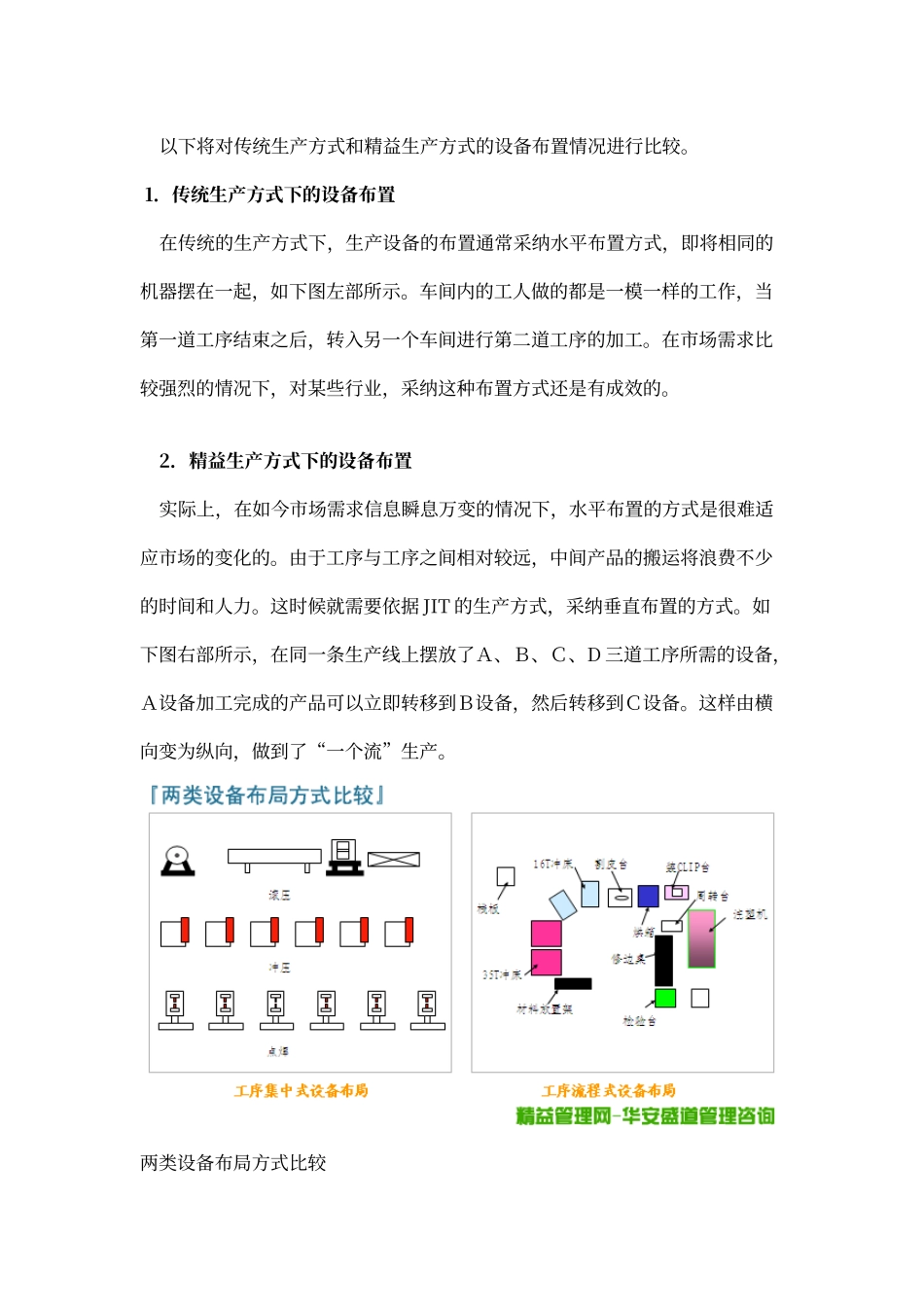
1.传统生产方式下的设备布置 在传统的生产方式下,生产设备的布置通常采纳水平布置方式,即将相同的机器摆在一起,如下图左部所示
车间内的工人做的都是一模一样的工作,当第一道工序结束之后,转入另一个车间进行第二道工序的加工
在市场需求比较强烈的情况下,对某些行业,采纳这种布置方式还是有成效的
2.精益生产方式下的设备布置 实际上,在如今市场需求信息瞬息万变的情况下,水平布置的方式是很难适应市场的变化的
由于工序与工序之间相对较远,中间产品的搬运将浪费不少的时间和人力
这时候就需要依据 JIT 的生产方式,采纳垂直布置的方式
如下图右部所示,在同一条生产线上摆放了A、B、C、D 三道工序所需的设备,A设备加工完成的产品可以立即转移到B设备,然后转移到C设备
这样由横向变为纵向,做到了“一个流”生产
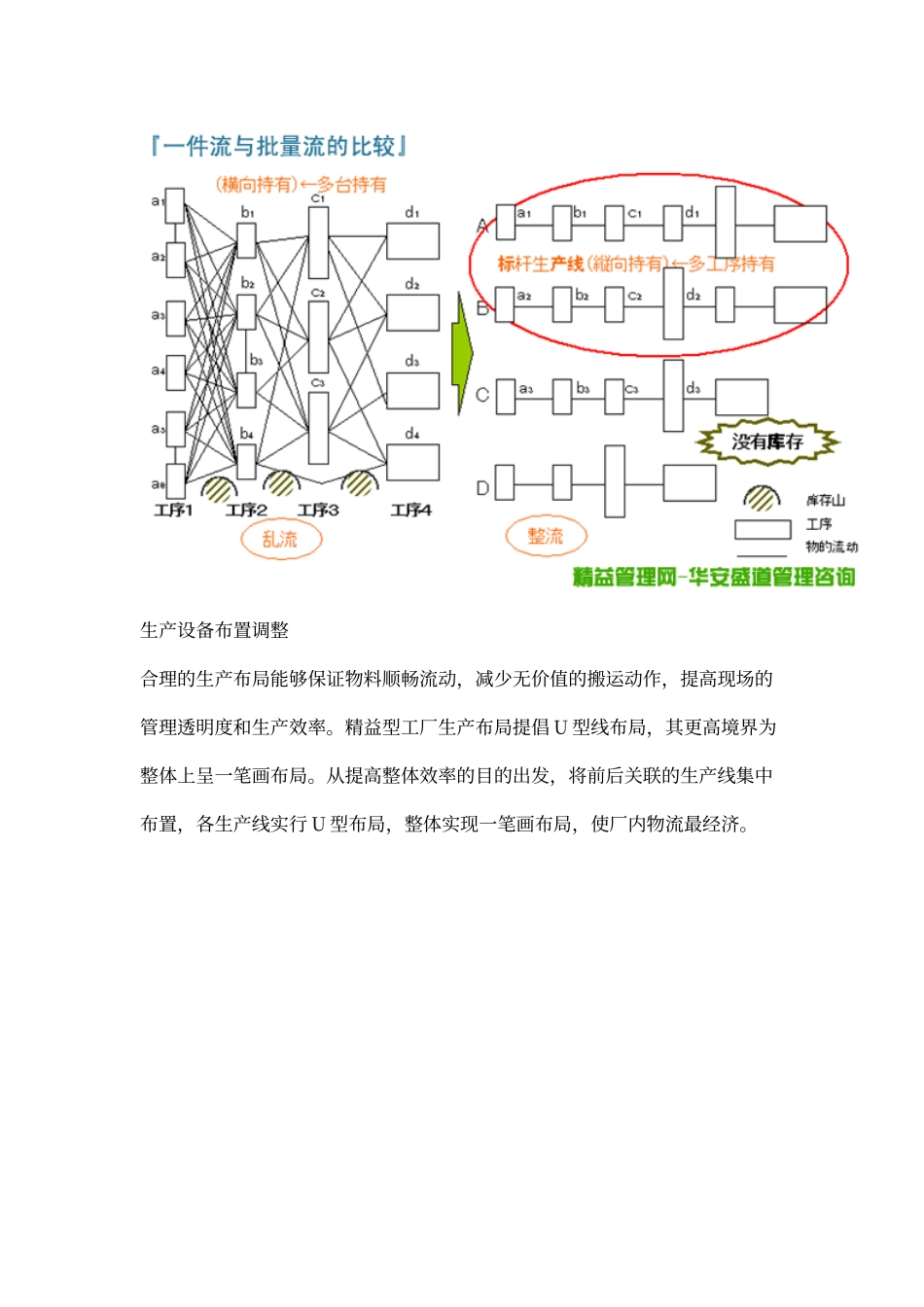
两类设备布局方式比较生产设备布置调整合理的生产布局能够保证物料顺畅流动,减少无价值的搬运动作,提高现场的管理透明度和生产效率
精益型工厂生产布局提倡 U 型线布局,其更高境界为整体上呈一笔画布局
从提高整体效率的目的出发,将前后关联的生产线集中布置,各生产线实行 U 型布局,整体实现一笔画布局,使厂内物流最经济
点击精益 精益生产方式(LEAN PRODUCTION),诞生于二战后的日本丰田汽车公司