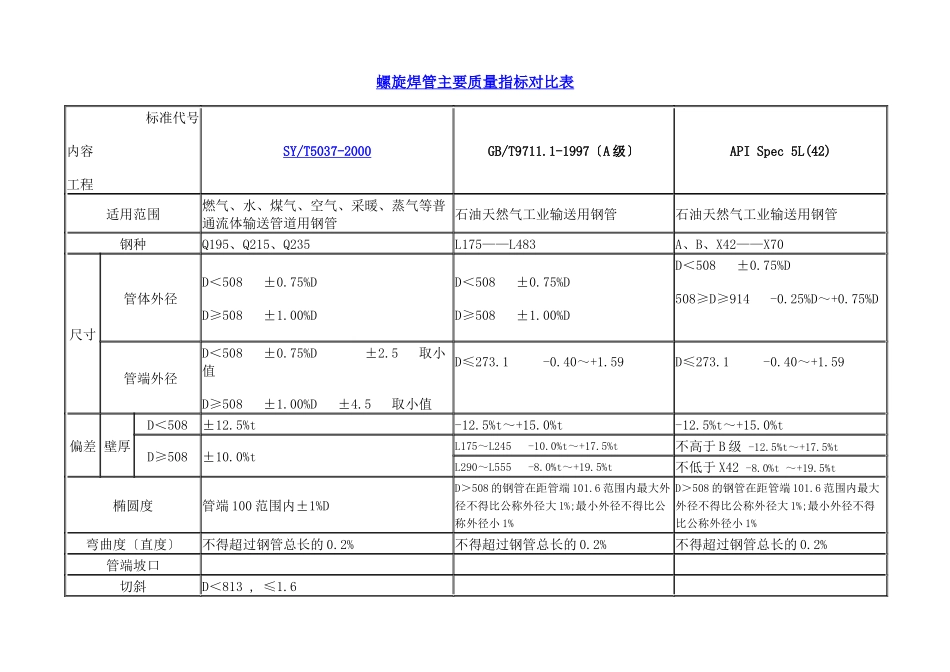
螺旋焊管主要质量指标对比表标准代号内容工程SY/T5037-2000GB/T9711
1-1997〔A 级〕API Spec 5L(42)适用范围燃气、水、煤气、空气、采暖、蒸气等普通流体输送管道用钢管石油天然气工业输送用钢管石油天然气工业输送用钢管钢种Q195、Q215、Q235L175——L483A、B、X42——X70尺寸管体外径D<508 ±0
75%D D≥508 ±1
00%DD<508 ±0
75%D D≥508 ±1
00%DD<508 ±0
75%D 508≥D≥914 -0
25%D~+0
75%D管端外径D<508 ±0
75%D ±2
5 取小值 D≥508 ±1
00%D ±4
5 取小值D≤273
59 D≤273
59 偏差 壁厚D<508±12
5%t-12
5%t~+15
0%t-12
5%t~+15
0%tD≥508±10
0%tL175~L245 -10
0%t~+17
5%t不高于 B 级 -12
5%t~+17
5%tL290~L555 -8
0%t~+19
5%t不低于 X42 -8
0%t ~+19
5%t椭圆度管端 100 范围内±1%DD>508 的钢管在距管端 101
6 范围内最大外径不得比公称外径大 1%;最小外径不得比公称外径小 1%D>508 的钢管在距管端 101
6 范围内最大外径不得比公称外径大 1%;最小外径不得比公称外径小 1%弯曲度〔直度〕不得超过钢管总长的 0
2%不得超过钢管总长的 0
2%不得超过钢管总长的 0
2%管端坡口切斜D<813 , ≤1
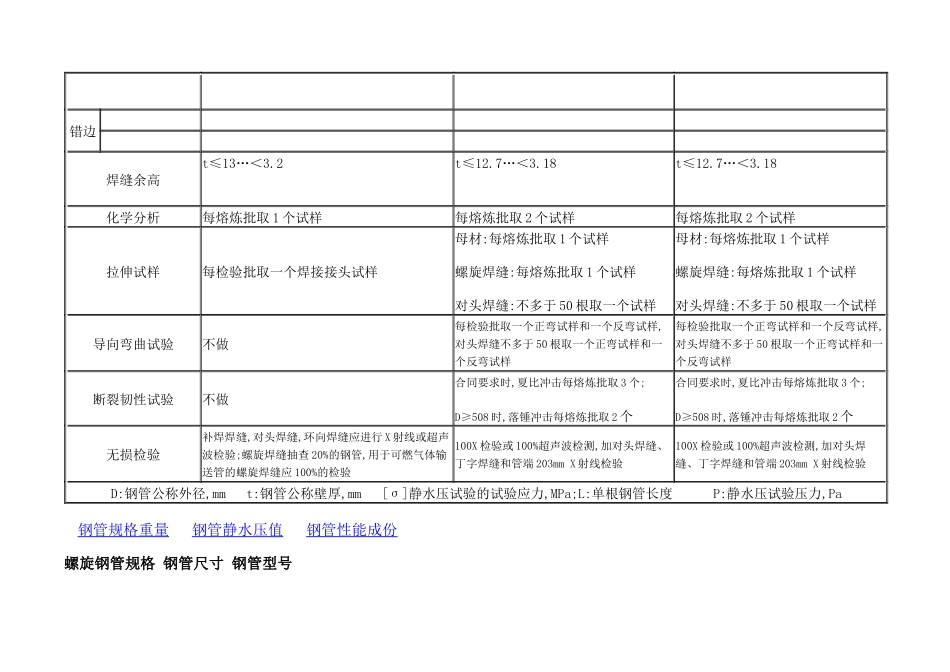
6 错边焊缝余高t≤13…<3
2 t≤12
18 t≤12
18 化学分析每熔炼批取 1 个试样每熔炼批取 2 个试样每熔炼批取 2 个试样拉伸试样每检验批取一个焊接接头试样母材:每熔炼