三、钻孔(一)钻孔时的注意事项1
钻孔前,先把工件端面车平,否则会影响正确定心
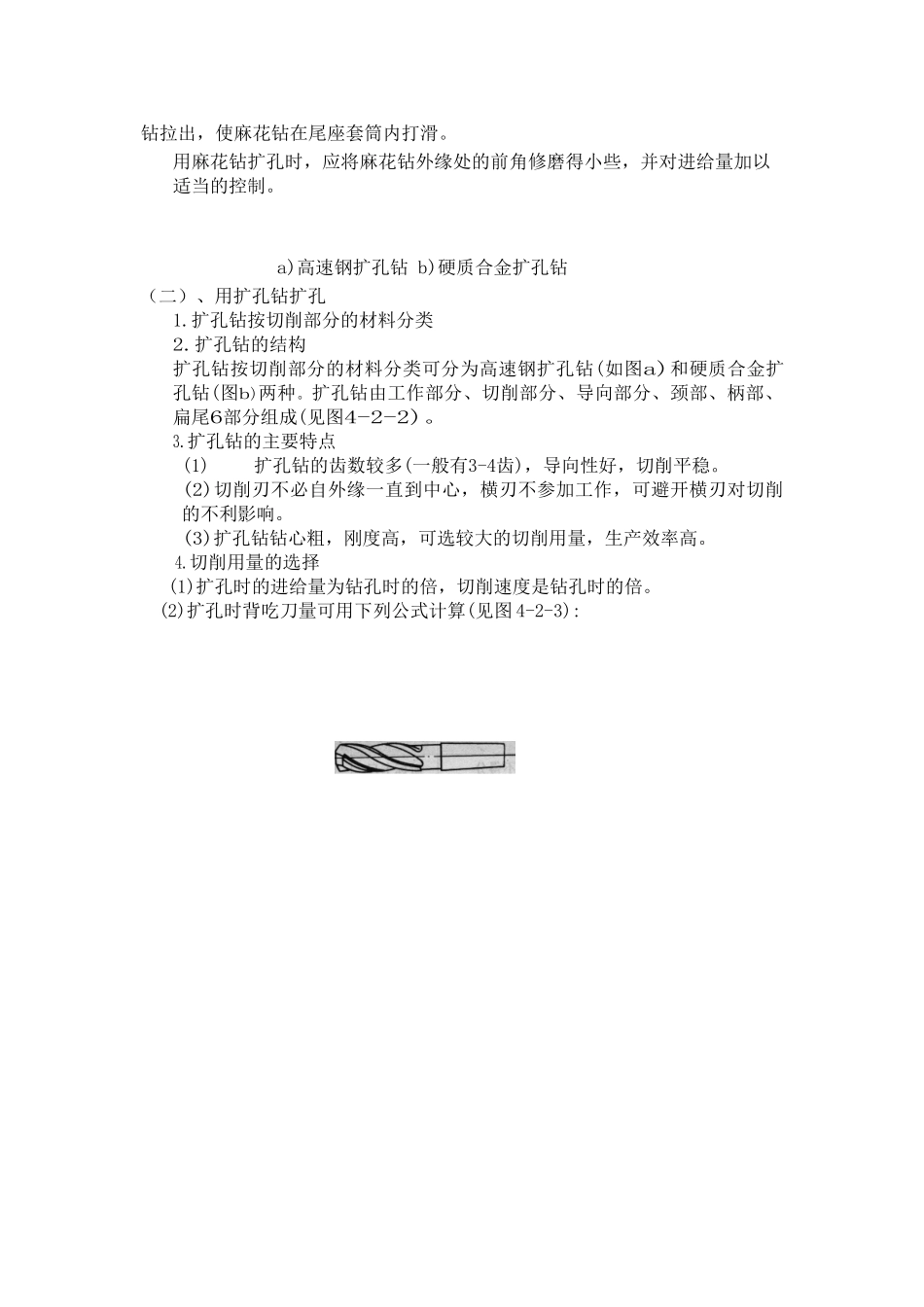
必须找正尾座,使钻头轴线跟工件回转轴线重合,以防孔径扩大和钻头折断
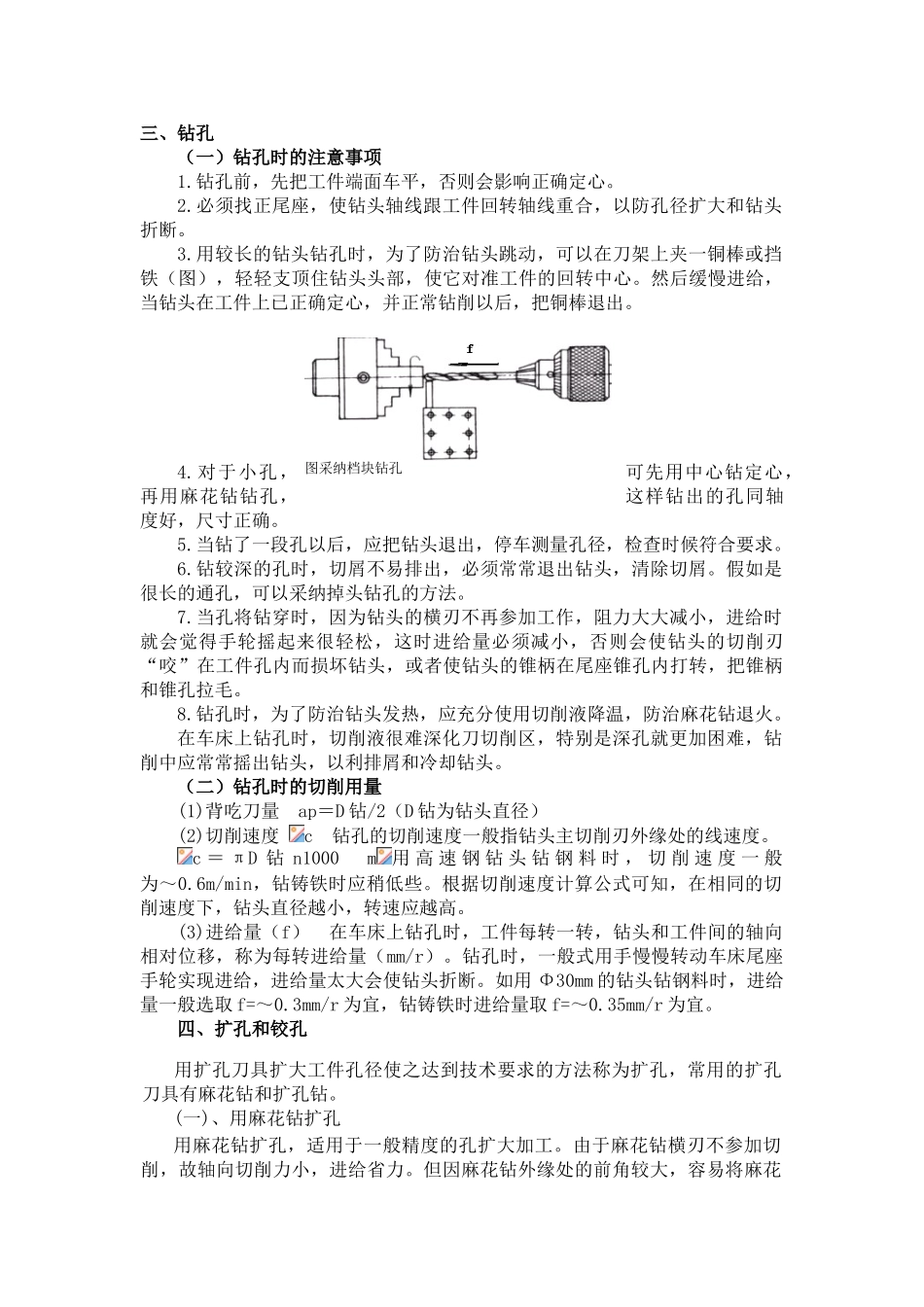
用较长的钻头钻孔时,为了防治钻头跳动,可以在刀架上夹一铜棒或挡铁(图),轻轻支顶住钻头头部,使它对准工件的回转中心
然后缓慢进给,当钻头在工件上已正确定心,并正常钻削以后,把铜棒退出
对于小孔,可先用中心钻定心,再用麻花钻钻孔,这样钻出的孔同轴度好,尺寸正确
当钻了一段孔以后,应把钻头退出,停车测量孔径,检查时候符合要求
钻较深的孔时,切屑不易排出,必须常常退出钻头,清除切屑
假如是很长的通孔,可以采纳掉头钻孔的方法
当孔将钻穿时,因为钻头的横刃不再参加工作,阻力大大减小,进给时就会觉得手轮摇起来很轻松,这时进给量必须减小,否则会使钻头的切削刃“咬”在工件孔内而损坏钻头,或者使钻头的锥柄在尾座锥孔内打转,把锥柄和锥孔拉毛
钻孔时,为了防治钻头发热,应充分使用切削液降温,防治麻花钻退火
在车床上钻孔时,切削液很难深化刀切削区,特别是深孔就更加困难,钻削中应常常摇出钻头,以利排屑和冷却钻头
(二)钻孔时的切削用量(1)背吃刀量 ap=D 钻/2(D 钻为钻头直径)(2)切削速度 c 钻孔的切削速度一般指钻头主切削刃外缘处的线速度
c = πD 钻 n1000 m用 高 速 钢 钻 头 钻 钢 料 时 , 切 削 速 度 一 般为~0
6m/min,钻铸铁时应稍低些
根据切削速度计算公式可知,在相同的切削速度下,钻头直径越小,转速应越高
(3)进给量(f) 在车床上钻孔时,工件每转一转,钻头和工件间的轴向相对位移,称为每转进给量(mm/r)
钻孔时,一般式用手慢慢转动车床尾座手轮实现进给,进给量太大会使钻头折断
如用 Φ30mm 的钻头钻钢料时,进给量一般选取 f=~0
3mm/r 为宜,钻铸铁时进给量取