薪酬管理制度(一线)一、目的 为适应企业进展需要,充分发挥薪酬的激励作用,进一步提升员工的生产效率,进一步拓展员工职业上升通道,建立一套相对密闭、循环、科学、合理的薪酬体系,根据集团公司现况,特制定本制度
二、制定原则 公平、公开、公正、竞争、激励、经济、合法的原则
三、管理机构薪酬管理委员会
主任:总经理成员:副总经理、人力资源总监、运营总监、制造部经理、人力资源部经理、财务经理、各车间主任职责:负责制定、修订薪资管理制度,以及一线员工考勤信息的输入与审核
四、范围确定1、直接参加生产的一线员工,包括班组长
2、各类辅助工
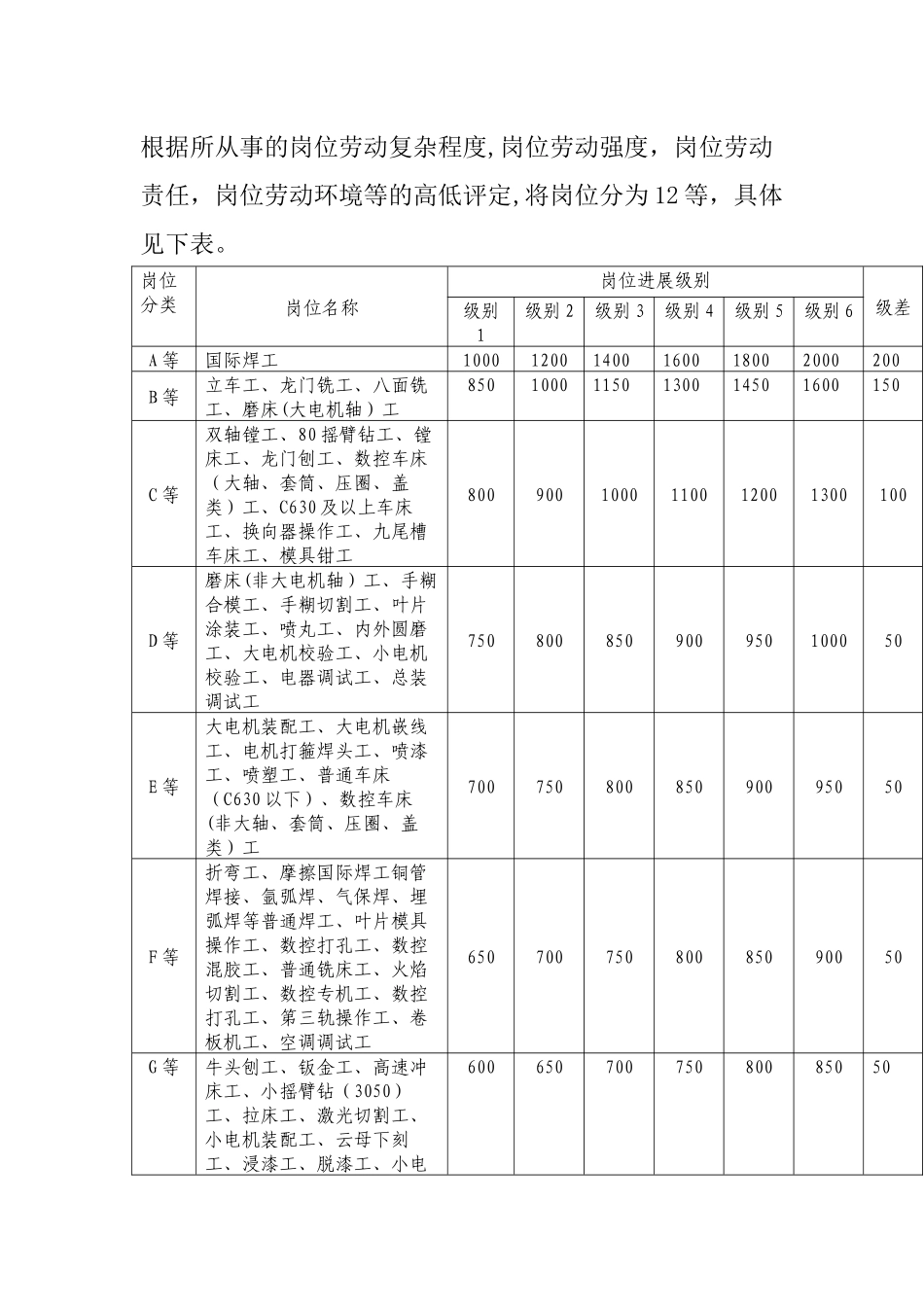
五、薪酬组成员工薪资=岗位工资+效益工资+服务期补贴 +各类补贴+专项正负激励1、岗位工资:根据所从事的岗位劳动复杂程度,岗位劳动强度,岗位劳动责任,岗位劳动环境等的高低评定,将岗位分为 12 等,具体见下表
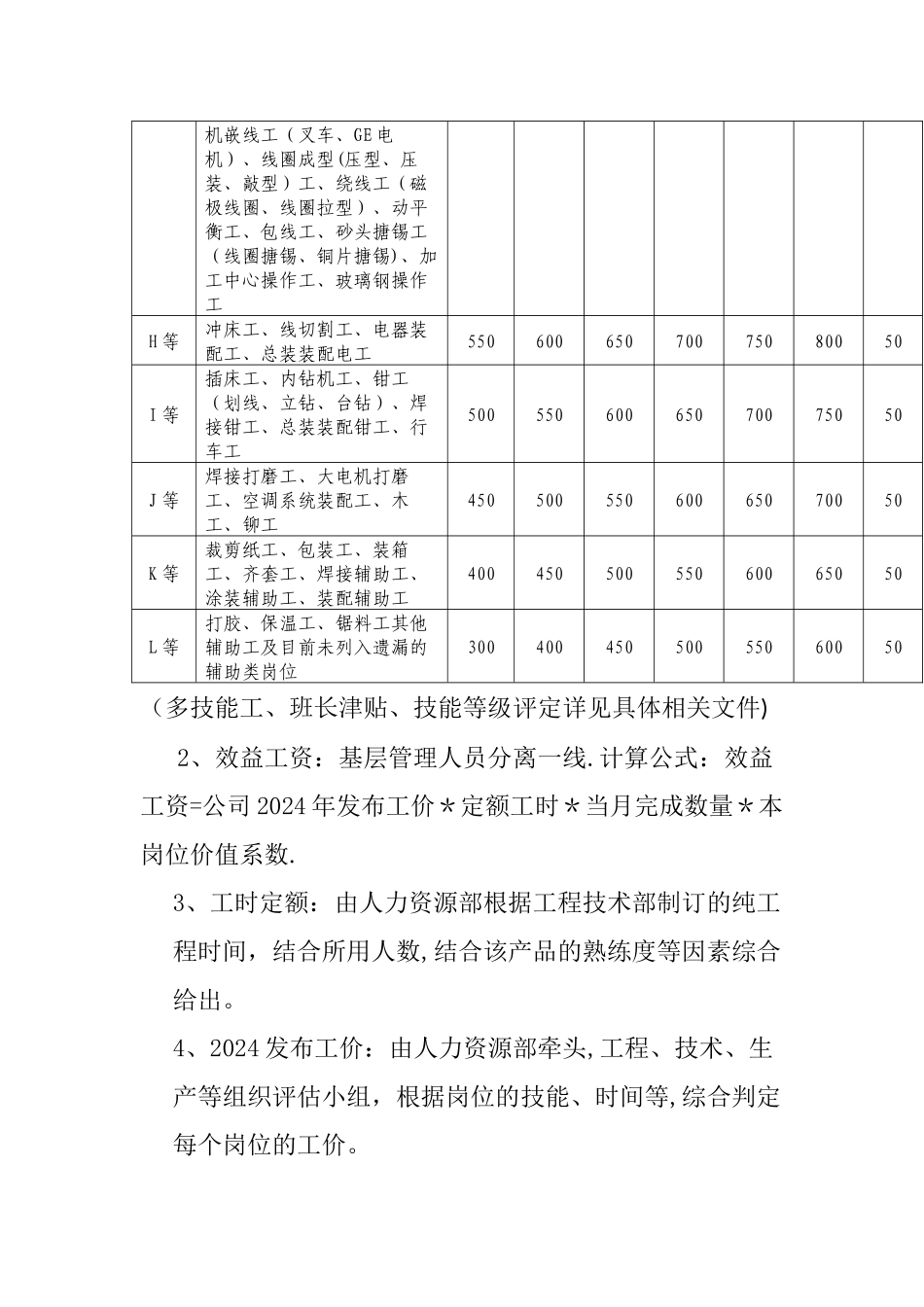
岗位分类岗位名称岗位进展级别级差级别1级别 2级别 3级别 4级别 5级别 6A 等国际焊工100012001400160018002000200B 等立车工、龙门铣工、八面铣工、磨床(大电机轴)工85010001150130014501600150C 等双轴镗工、80 摇臂钻工、镗床工、龙门刨工、数控车床(大轴、套筒、压圈、盖类)工、C630 及以上车床工、换向器操作工、九尾槽车床工、模具钳工8009001000110012001300100D 等磨床(非大电机轴)工、手糊合模工、手糊切割工、叶片涂装工、喷丸工、内外圆磨工、大电机校验工、小电机校验工、电器调试工、总装调试工750800850900950100050E 等大电机装配工、大电机嵌线工、电机打箍焊头工、喷漆工、喷塑工、普通车床(C630 以下)、数控车床(非大轴、套筒、压圈、盖类)工70075080085090095050F 等折弯工、摩擦国际焊工铜管焊接、氩弧焊、气保焊、埋弧焊等普