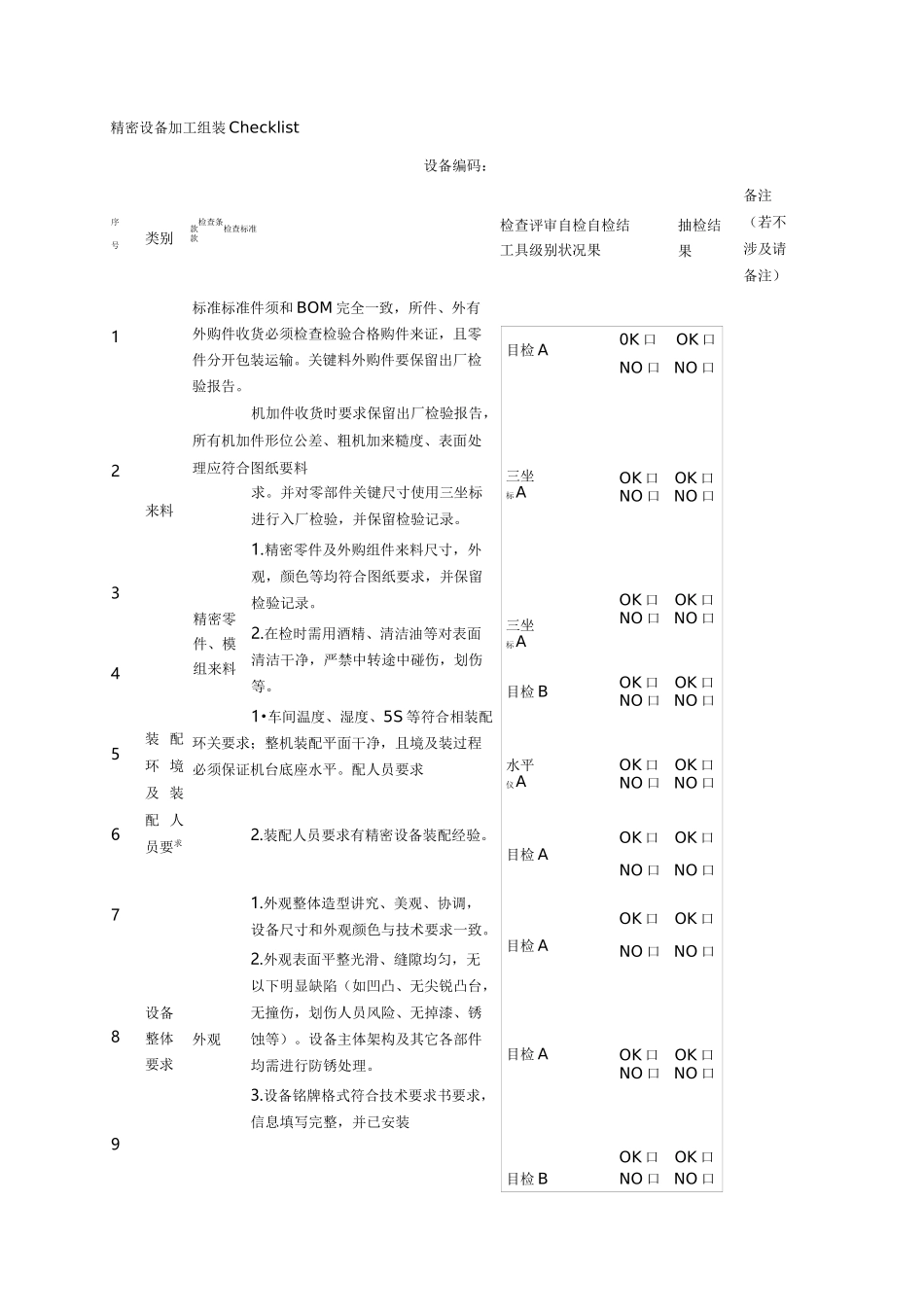
精密设备加工组装 Checklist设备编码:类别来料装 配环 境及 装配 人员要求设备整体要求款检查条检查标准款标准标准件须和 BOM 完全一致,所件、外有外购件收货必须检查检验合格购件来证,且零件分开包装运输
关键料外购件要保留出厂检验报告
机加件收货时要求保留出厂检验报告,所有机加件形位公差、粗机加来糙度、表面处理应符合图纸要料求
并对零部件关键尺寸使用三坐标进行入厂检验,并保留检验记录
精密零件及外购组件来料尺寸,外观,颜色等均符合图纸要求,并保留检验记录
在检时需用酒精、清洁油等对表面清洁干净,严禁中转途中碰伤,划伤等
1•车间温度、湿度、5S 等符合相装配环关要求;整机装配平面干净,且境及装过程必须保证机台底座水平
配人员要求精密零件、模组来料外观检查评审自检自检结工具级别状况果抽检结果备注(若不涉及请备注)2
装配人员要求有精密设备装配经验
外观整体造型讲究、美观、协调,设备尺寸和外观颜色与技术要求一致
外观表面平整光滑、缝隙均匀,无以下明显缺陷(如凹凸、无尖锐凸台,无撞伤,划伤人员风险、无掉漆、锈蚀等)
设备主体架构及其它各部件均需进行防锈处理
设备铭牌格式符合技术要求书要求,信息填写完整,并已安装目检 A0K 口OK 口NO 口NO 口三坐标AOK 口OK 口NO 口NO 口三坐标AOK 口OK 口NO 口NO 口目检 BOK 口OK 口NO 口NO 口水平仪AOK 口OK 口NO 口NO 口目检 AOK 口OK 口NO 口NO 口目检 AOK 口OK 口NO 口NO 口目检 AOK 口OK 口NO 口NO 口目检 BOK 口OK 口NO 口NO 口序号123456789于设备上1
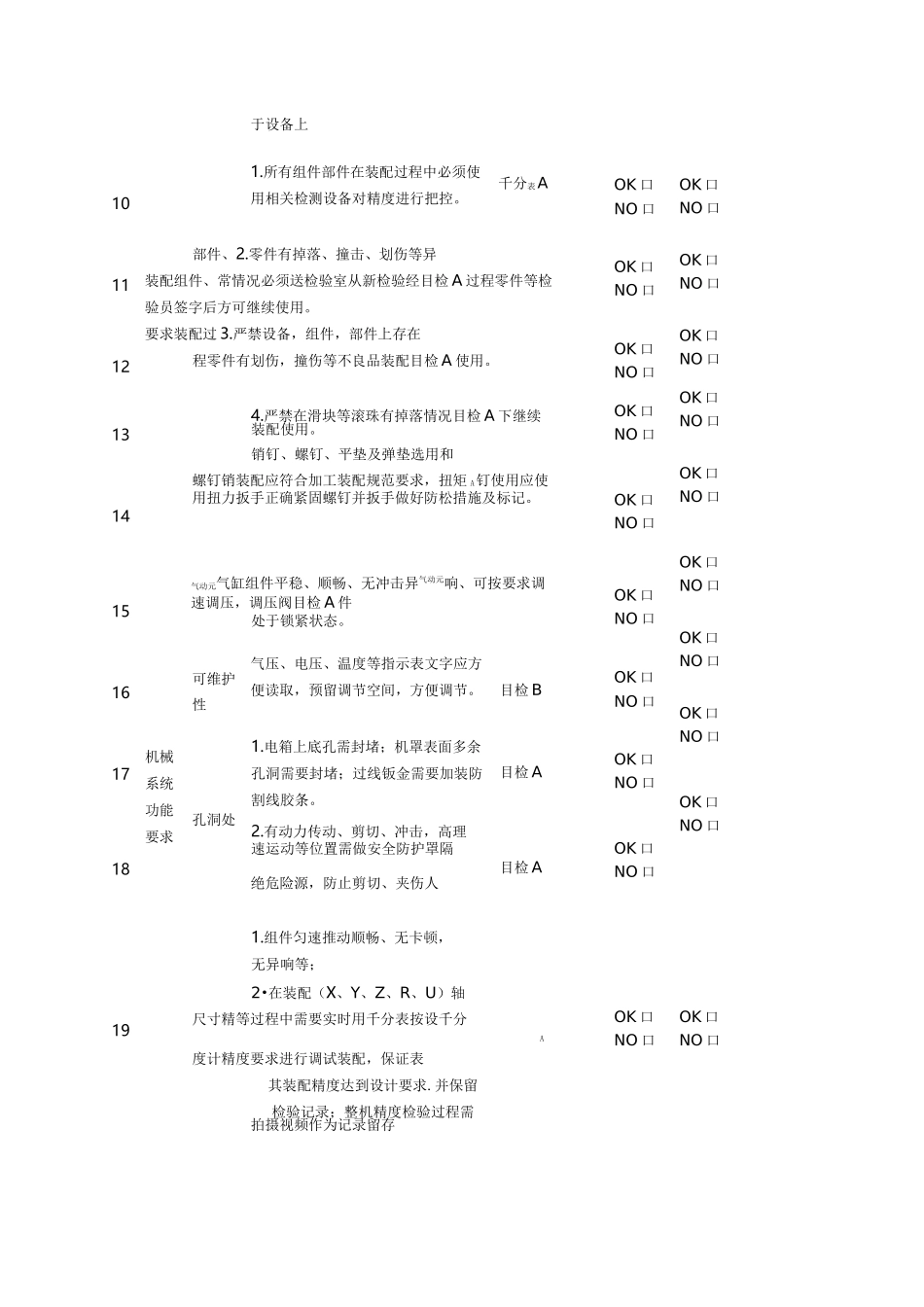
所有组件部件在装配过程中必须使用相关检测设备对精度进行把控
千分表A部件、2
零件有掉落、撞击、划伤等异装配组件、常情况必须送检验室从新检验经目检 A 过程