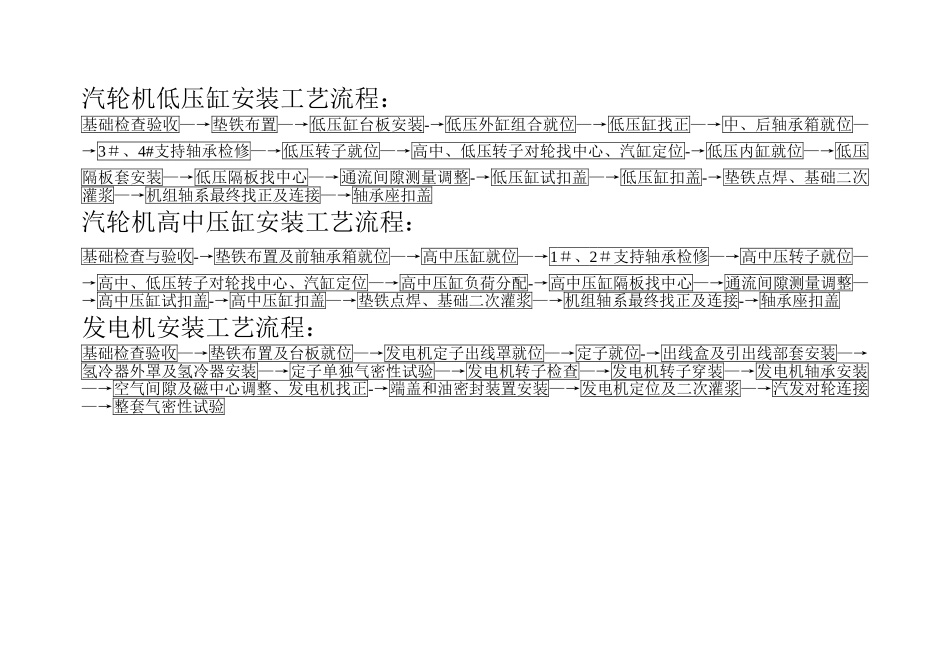
汽轮机低压缸安装工艺流程:基础检查验收—→垫铁布置—→低压缸台板安装-→低压外缸组合就位—→低压缸找正—→中、后轴承箱就位—→3#、4#支持轴承检修—→低压转子就位—→高中、低压转子对轮找中心、汽缸定位-→低压内缸就位—→低压隔板套安装—→低压隔板找中心—→通流间隙测量调整-→低压缸试扣盖—→低压缸扣盖-→垫铁点焊、基础二次灌浆—→机组轴系最终找正及连接—→轴承座扣盖汽轮机高中压缸安装工艺流程:基础检查与验收-→垫铁布置及前轴承箱就位—→高中压缸就位—→1#、2#支持轴承检修—→高中压转子就位—→高中、低压转子对轮找中心、汽缸定位—→高中压缸负荷分配-→高中压缸隔板找中心—→通流间隙测量调整—→高中压缸试扣盖-→高中压缸扣盖—→垫铁点焊、基础二次灌浆—→机组轴系最终找正及连接-→轴承座扣盖发电机安装工艺流程:基础检查验收—→垫铁布置及台板就位—→发电机定子出线罩就位—→定子就位-→出线盒及引出线部套安装—→氢冷器外罩及氢冷器安装—→定子单独气密性试验—→发电机转子检查—→发电机转子穿装—→发电机轴承安装—→空气间隙及磁中心调整、发电机找正-→端盖和油密封装置安装—→发电机定位及二次灌浆—→汽发对轮连接—→整套气密性试验