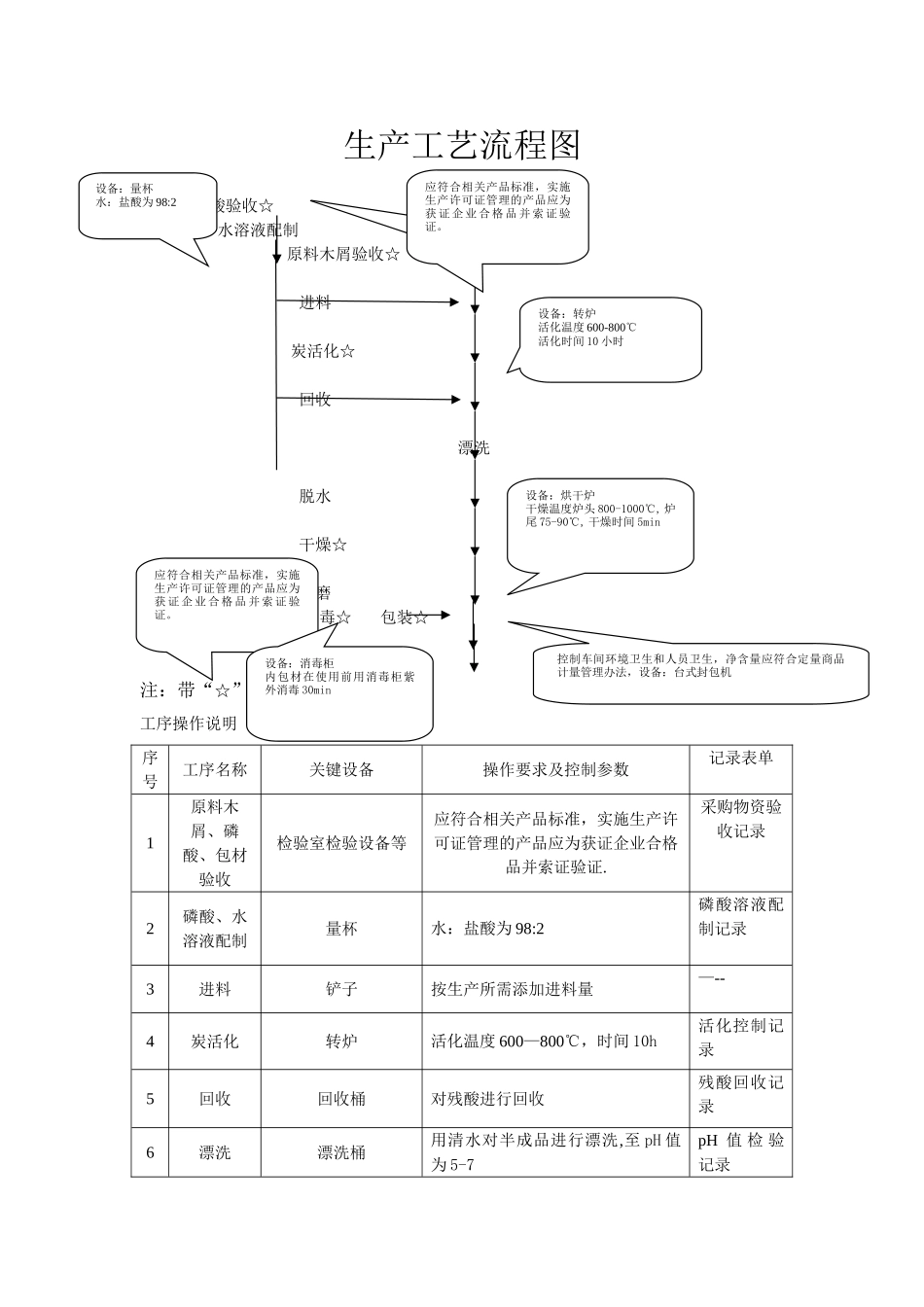
生产工艺流程图 磷酸验收☆ 磷酸、水溶液配制 原料木屑验收☆ 进料 炭活化☆ 回收漂洗 脱水 干燥☆ 研磨 包材验收☆ 包材消毒☆ 包装☆ 入库储存注:带“☆”为生产关键控制点工序操作说明序号工序名称关键设备操作要求及控制参数记录表单1原料木屑、磷酸、包材验收检验室检验设备等应符合相关产品标准,实施生产许可证管理的产品应为获证企业合格品并索证验证
采购物资验收记录2磷酸、水溶液配制量杯水:盐酸为 98:2磷酸溶液配制记录3进料铲子按生产所需添加进料量—--4炭活化转炉活化温度 600—800℃,时间 10h活化控制记录5回收回收桶对残酸进行回收残酸回收记录6漂洗漂洗桶用清水对半成品进行漂洗,至 pH 值为 5-7pH 值 检 验记录设备:转炉活化温度 600-800℃活化时间 10 小时设备:量杯水:盐酸为 98:2设备:烘干炉干燥温度炉头 800-1000℃, 炉尾 75-90℃, 干燥时间 5min控制车间环境卫生和人员卫生,净含量应符合定量商品计量管理办法,设备:台式封包机应符合相关产品标准,实施生产许可证管理的产品应为获 证 企 业 合 格 品 并 索 证 验证
应符合相关产品标准,实施生产许可证管理的产品应为获 证 企 业 合 格 品 并 索 证 验证
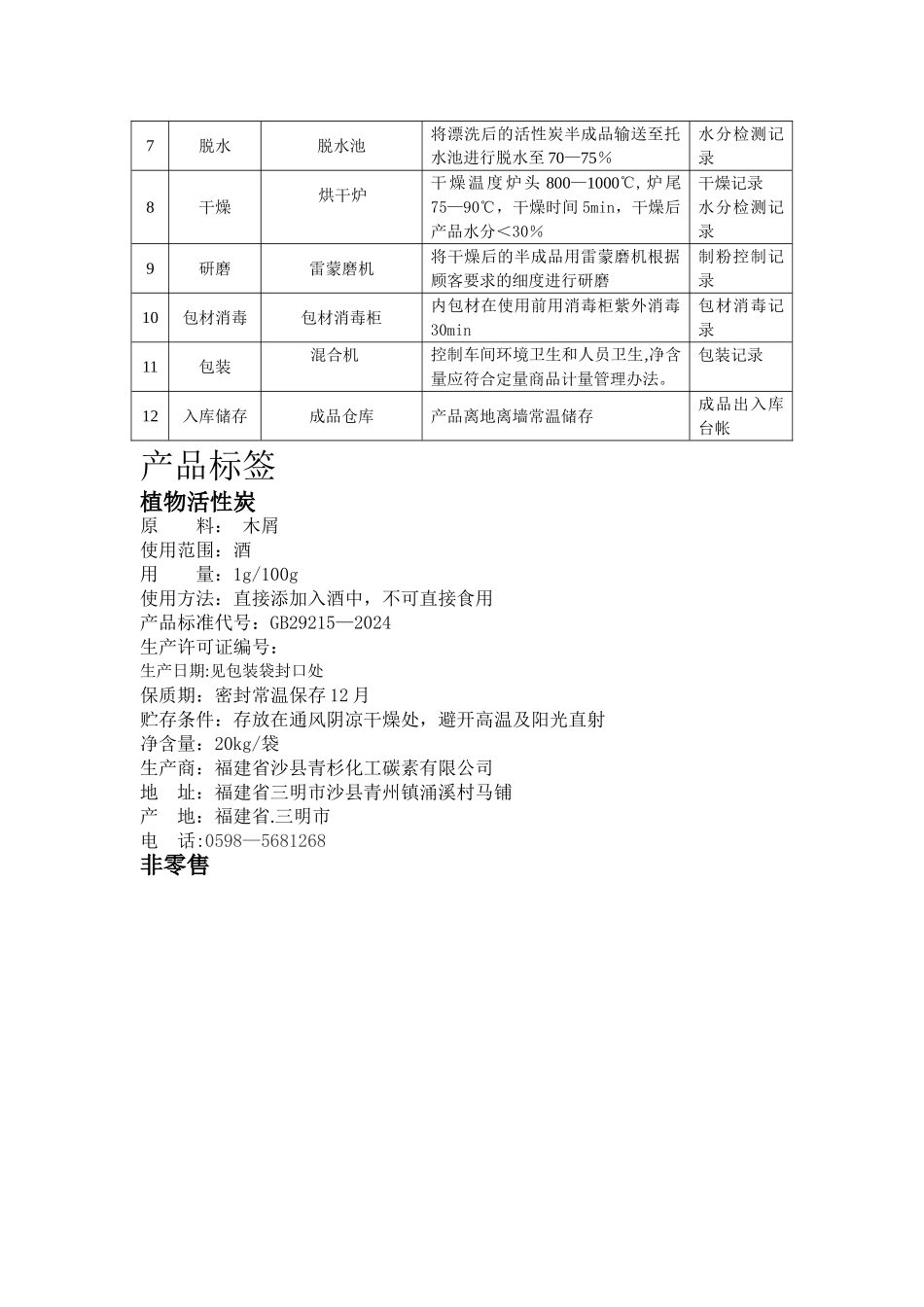
设备:消毒柜内包材在使用前用消毒柜紫外消毒 30min7脱水脱水池将漂洗后的活性炭半成品输送至托水池进行脱水至 70—75%水分检测记录8干燥 烘干炉干燥温度炉头 800—1000℃,炉尾75—90℃,干燥时间 5min,干燥后产品水分<30%干燥记录水分检测记录9研磨雷蒙磨机将干燥后的半成品用雷蒙磨机根据顾客要求的细度进行研磨制粉控制记录10包材消毒包材消毒柜内包材在使用前用消毒柜紫外消毒30min包材消毒记录11包装 混合机控制车间环境卫生和人员卫生,净含量应符合定量商品计量管理办法
包装记录12入库储存成品仓