酸洗机组圆盘剪调整工艺一、圆盘剪的功能采用一定的剪切工艺对带钢的边部进行剪切,消除热轧钢带的边部缺陷,获得高质量的产品,以及为后道工序(冷轧)提供优质原料
二、主要技术性能剪切速度:30〜180m/min刀片直径:350~ffice:smarttags"/>400mm刀头开口度:700〜1350mm刀片厚度:35~40mm刀片材质:6CrW2Si刀轴材质:42CrMo切边量:Min5mm 且大于 1
5 倍带钢厚度;Max35mm(单边)剪切带钢厚度:1
5~5mm刀片重叠量调整精度:±0
2mm刀片侧隙调整精度:±O
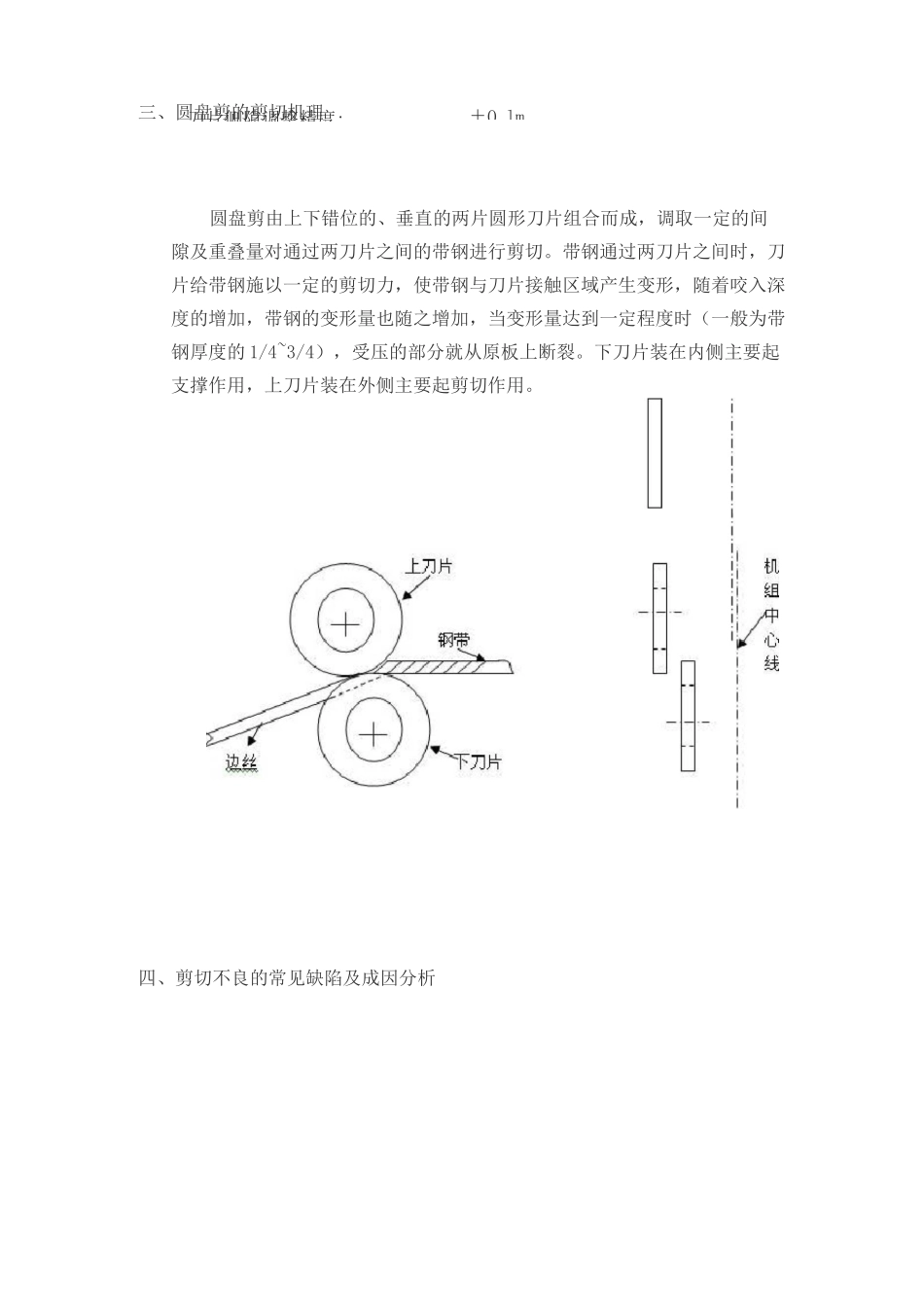
lm三、圆盘剪的剪切机理圆盘剪由上下错位的、垂直的两片圆形刀片组合而成,调取一定的间隙及重叠量对通过两刀片之间的带钢进行剪切
带钢通过两刀片之间时,刀片给带钢施以一定的剪切力,使带钢与刀片接触区域产生变形,随着咬入深度的增加,带钢的变形量也随之增加,当变形量达到一定程度时(一般为带钢厚度的 1/4~3/4),受压的部分就从原板上断裂
下刀片装在内侧主要起支撑作用,上刀片装在外侧主要起剪切作用
四、剪切不良的常见缺陷及成因分析1
1 原因毛刺的根本原因是刀片自身的平面度、上下刀片的相对平行度及刀片平面与剪切后钢带边缘的平行度存在偏差所至,导致上刀片与带钢边缘进行二次剪切;常见原因为刀片承担剪切面的边缘有缺口、烧伤或粘结、装刀时刀片侧面粘有异物、或者刀片修磨后未作消磁处理,导致刃口部位粘上铁屑
2 对策对各规格带钢剪切时按照正确的调整工艺进行调整;为了减少刀片自身的平面度、上下刀片的相对平行度偏差所带来的影响调整时可适当的将刀片的间隙放大,使剪切后钢带的横截面成倒梯形,以减少二次剪切面积;安装时保证刀片平面与机组中心线的平行度,同时使刀片出口侧的间距略大于入口侧的间距(0〜1mm);及时更换刀片后作业;保证新刀片及修磨后刀片的精度,对修磨后的刀片作消