FEE 有 限 公 司镀 锌 质 量 管 理 规 定版 本 / 状 态 : A/0受 控 状 态 :使 用 人 :编 制 : 张 文 卫 审 核 : 批 准 : 发 布 日 期 : 2006 年 1 月 8 日 镀 锌 质 量 管 理 规 定一、目的为加强镀锌质量控制,避开出现锌层质量缺陷, 确保产品质量,依据GB/T2694《输电线路铁塔制造技术条件》、DL/T646 《输电线路钢管杆制造技术条件》、GB/T13912 《金属覆盖层钢铁制件热镀锌层技术要求及试验方法》、SDZ025《输电线路铁塔质量分等标准》、GB50205 《钢结构工程施工质量验收法律规范》特制订本规定
二、适用范围:本规定适用于本公司镀锌质量控制、验收及费用结算
三、总要求1 .凡承担本公司铁塔、钢管杆镀锌工作的企业均应具备相应的生产能力,实行有效措施以保证产品质量
2 .公司优先选择通过质量管理体系认证的企业作为合作伙伴,与之签订相应的外包协议3 .各镀锌厂应具备符合GB/T2694《输电线路铁塔制造技术条件》、DL/T646 《输电线路钢管杆制造技术条件》要求的质量检验、试验条件, 每批产品均应出具符合上述标准要求的有关锌层附着量、均匀性、附着性等检验报告和质量保证书
四、质量要求1 .铁塔热镀锌件厂应依据GB/T2694《输电线路铁塔制造技术条件》要求对镀锌层厚度、附着性、外观质量进行检验,并出具合格证、质量保证书、锌锭质量保证书
2 .钢管杆、铁附件热镀锌厂应依据GB/T2694及DL/T646 、GB/T13912 标准要求对镀锌层厚度、附着性、外观质量、变形进行检验, 并出具合格证、质量保证书、锌锭质量保证书
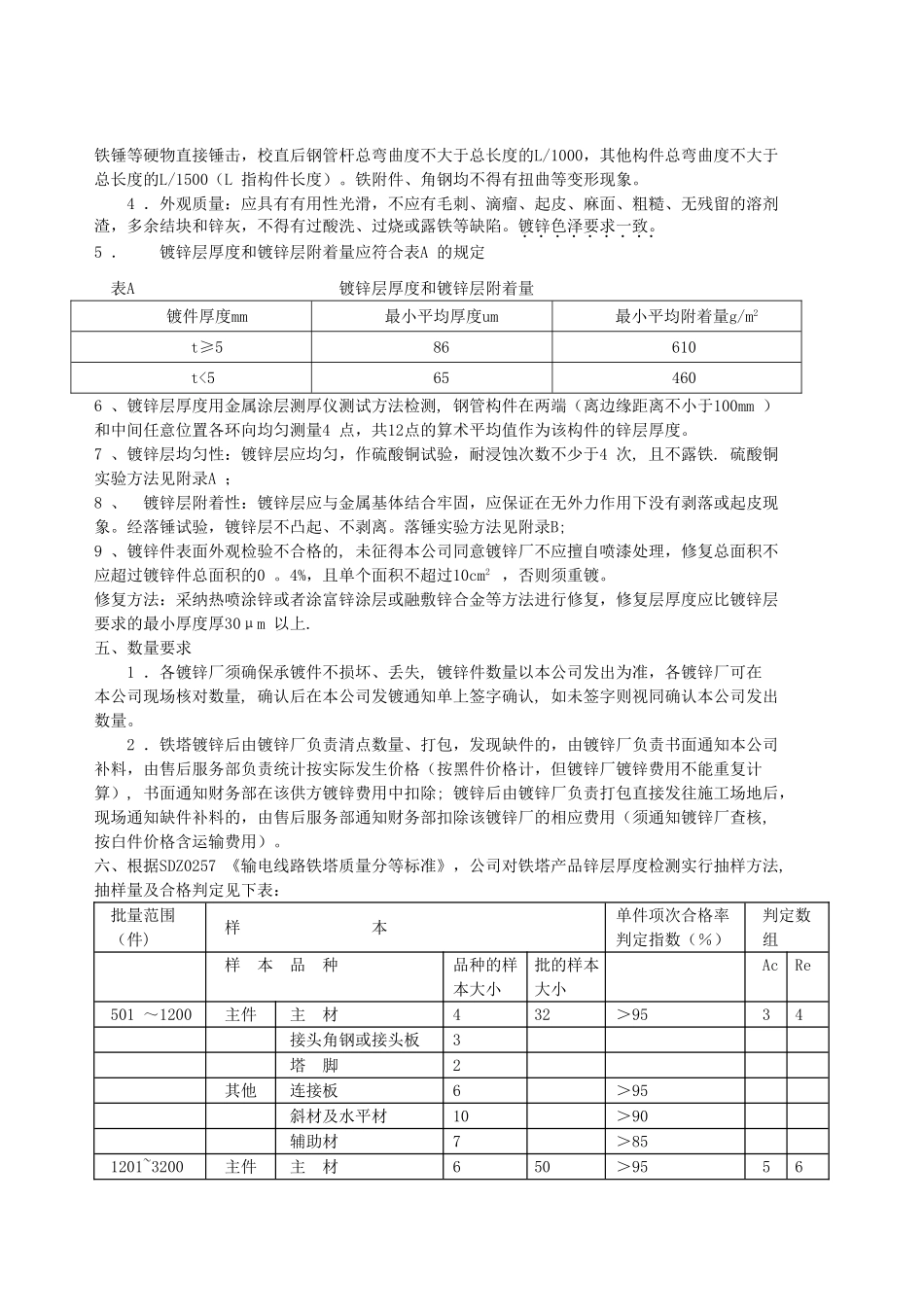
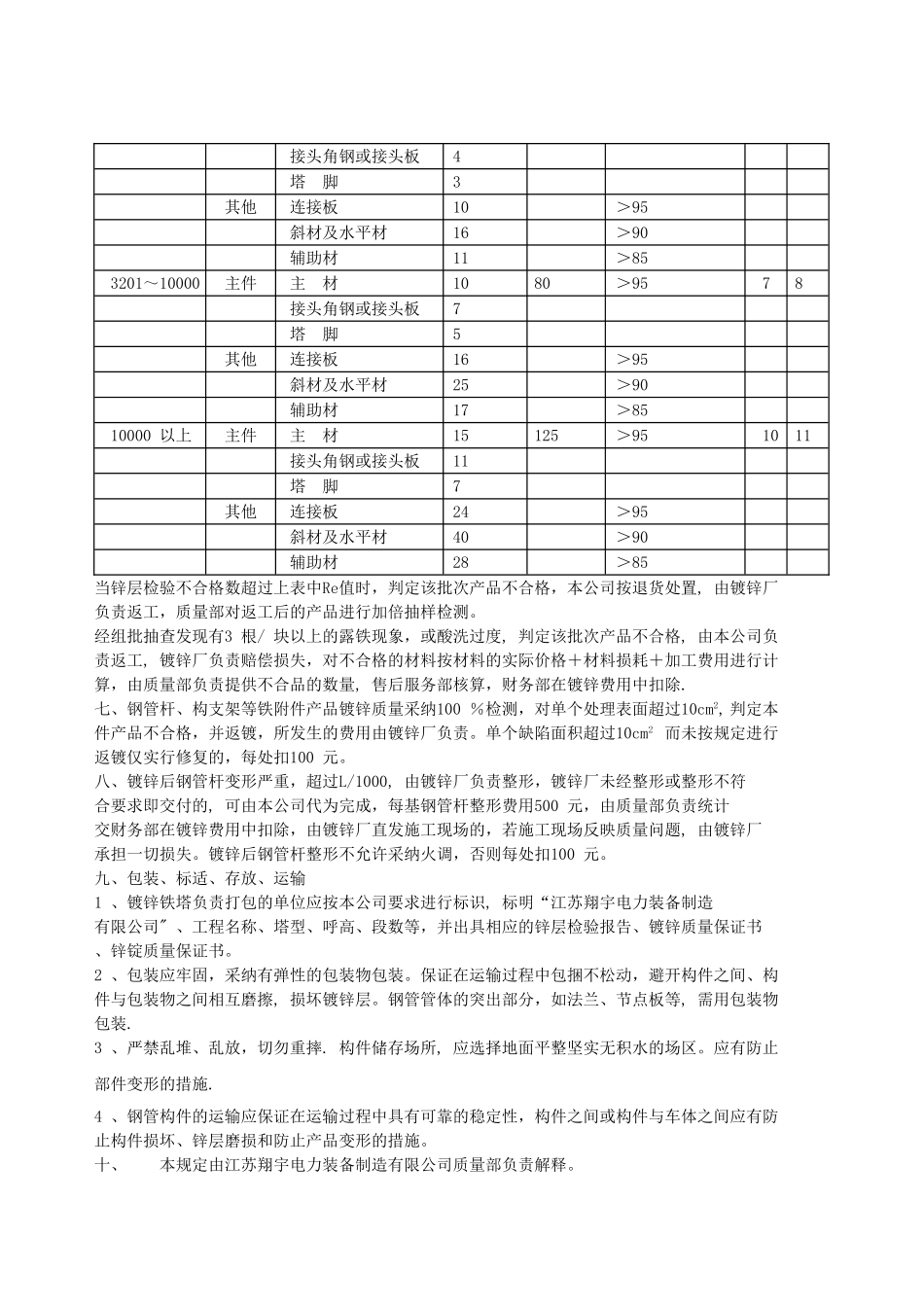
3.严格控制浸锌过程的构件热变形,对于镀后变形的构件,应用调直机进行调整,不得使用铁锤等硬物直接锤击,校直后钢管杆总弯曲度不大于总长度的L/1000,其他构件总弯曲度不大于总长度的L