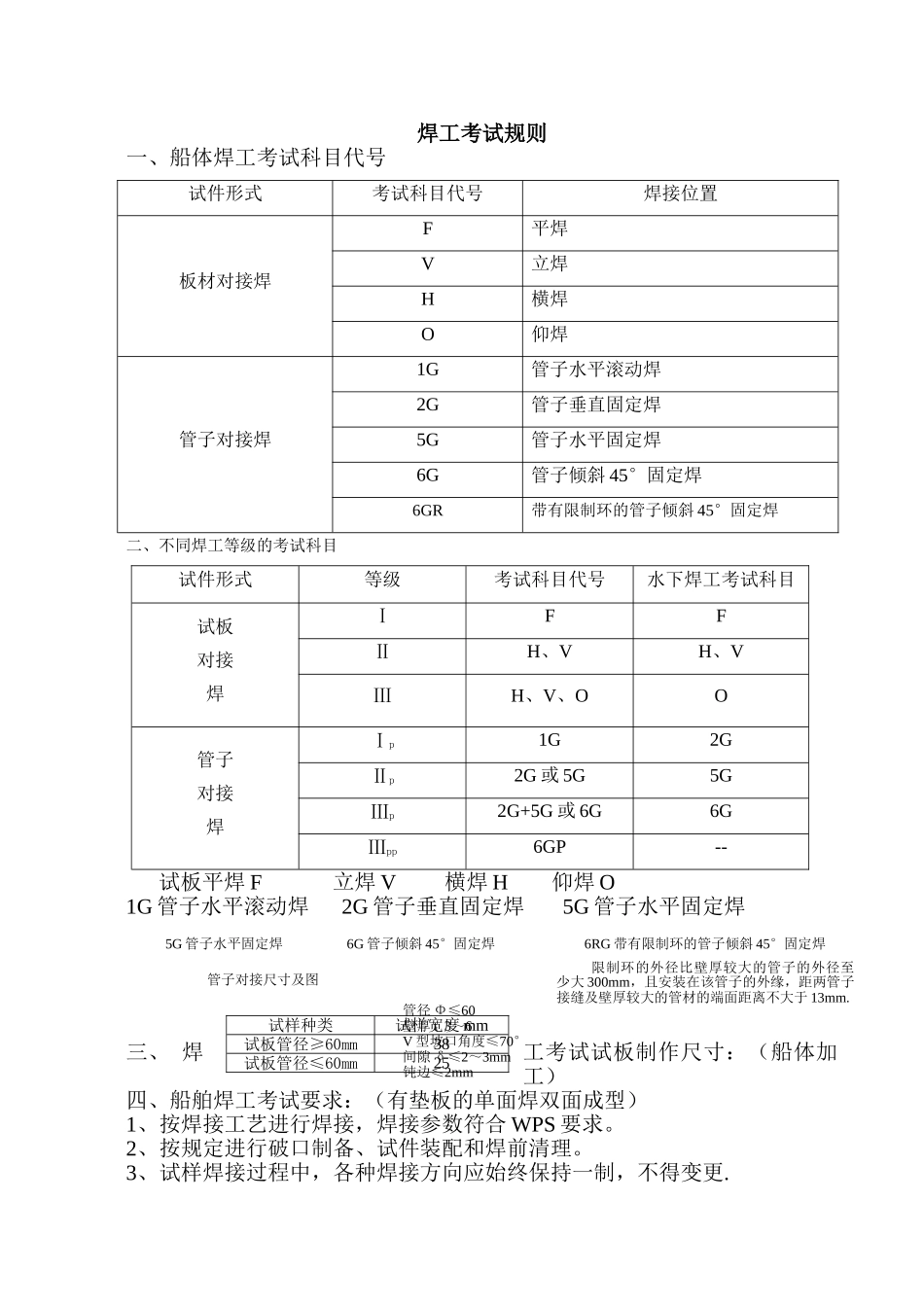
焊工考试规则一、船体焊工考试科目代号试件形式考试科目代号焊接位置板材对接焊F平焊V立焊H横焊O仰焊管子对接焊1G管子水平滚动焊2G管子垂直固定焊5G管子水平固定焊6G管子倾斜 45°固定焊6GR带有限制环的管子倾斜 45°固定焊二、不同焊工等级的考试科目试件形式等级考试科目代号水下焊工考试科目试板对接焊ⅠFFⅡH、VH、VⅢH、V、OO管子对接焊Ⅰp1G2GⅡp2G 或 5G5GⅢp2G+5G 或 6G6GⅢpp6GP--试板平焊 F 立焊 V 横焊 H 仰焊 O1G 管子水平滚动焊 2G 管子垂直固定焊 5G 管子水平固定焊三、 焊工考试试板制作尺寸:(船体加工)四、船舶焊工考试要求:(有垫板的单面焊双面成型)1、按焊接工艺进行焊接,焊接参数符合 WPS 要求
2、按规定进行破口制备、试件装配和焊前清理
3、试样焊接过程中,各种焊接方向应始终保持一制,不得变更
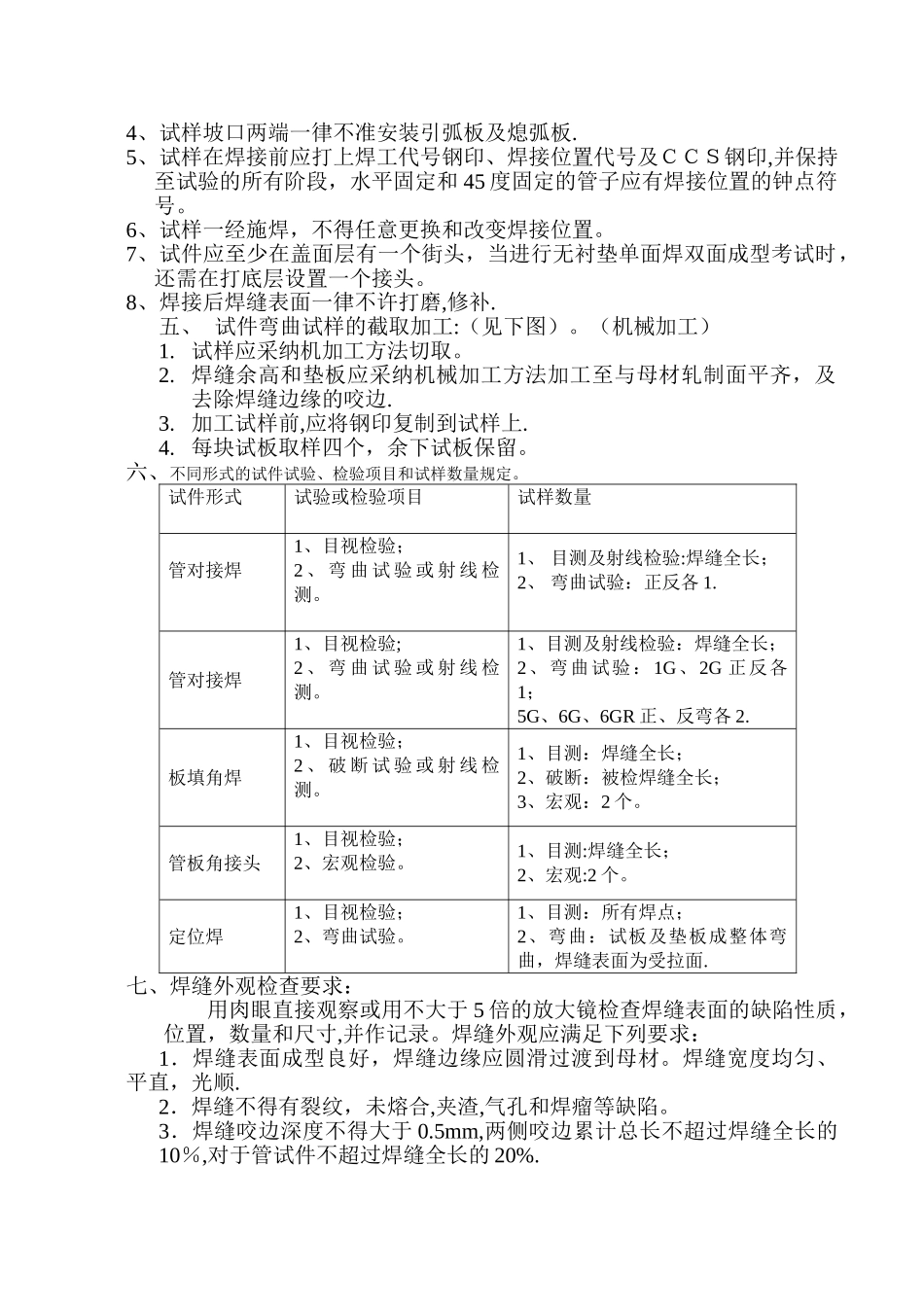
试样种类试样宽度 mm试板管径≥60mm38试板管径≤60mm25管子对接尺寸及图管径 Φ≤60壁厚 t 3~6V 型坡口角度≤70°间隙 δ≤2~3mm钝边≤2mm限制环的外径比壁厚较大的管子的外径至少大 300mm,且安装在该管子的外缘,距两管子接缝及壁厚较大的管材的端面距离不大于 13mm
5G 管子水平固定焊6G 管子倾斜 45°固定焊6RG 带有限制环的管子倾斜 45°固定焊4、试样坡口两端一律不准安装引弧板及熄弧板
5、试样在焊接前应打上焊工代号钢印、焊接位置代号及CCS钢印,并保持至试验的所有阶段,水平固定和 45 度固定的管子应有焊接位置的钟点符号
6、试样一经施焊,不得任意更换和改变焊接位置
7、试件应至少在盖面层有一个街头,当进行无衬垫单面焊双面成型考试时,还需在打底层设置一个接头
8、焊接后焊缝表面一律不许打磨,修补
五、 试件弯曲试样的截取加工:(见下图)
(机械加工)1
试样应采纳机加工