0 目的使板面镀金生产工艺法律规范化,为生产操作提供正确的依据,确保产品满足质量要求
0 本规程适用于板面镀金生产线
1 生产部:按本规程规定的地方及工艺参数作业
2 工艺部:负责规程的制定,修改,临控及提供技术支援
3 品质部:负责工艺参数的临控及工具,产品的检验工作
4 设备部:负责设备维修及定期保养
0 工艺流程4
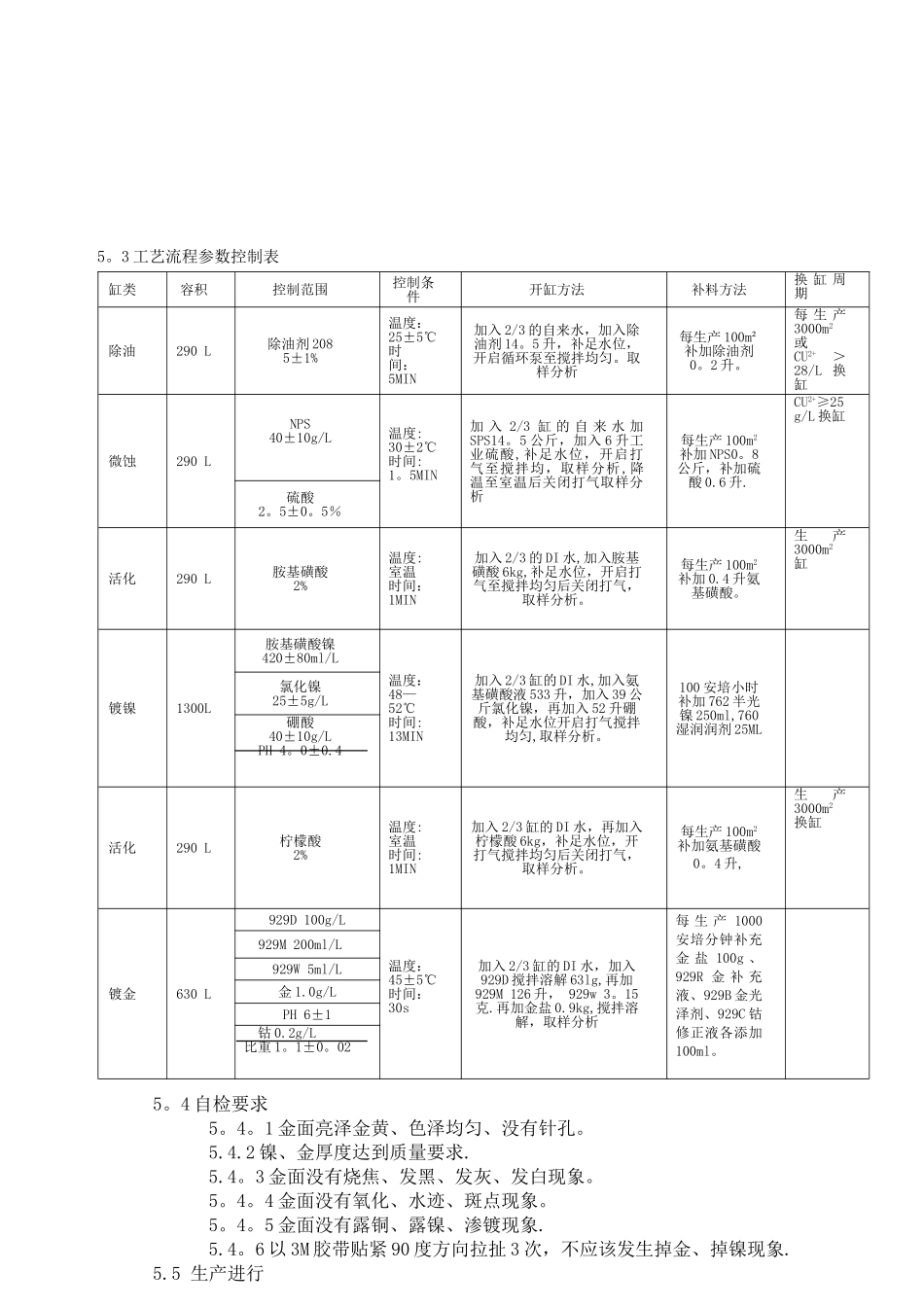
1 工艺流程图: 上板→脱脂→热水洗→水洗→水洗→微蚀→水洗→水洗→活化→中转站→镀镍→水洗→水洗→活化→纯水洗→纯水→镀金→回收→水洗→水洗→下料→泡 DI 水→清洗机吹干4
2 流程步骤说明 A 脱脂:去除产品表面及铜面氧化物及油污等
B 水洗:去除产品上药水,防止药水污染下一药水缸或产品
C 微蚀:蚀去铜面少部分铜,以得到均匀的微观粗化面,使镍层与铜面具有良好的结合力
D 活化:防止铜表面氧化
E 镀镍:利用电化学原理在铜面上镀上一定的厚度的镍
F 活化:防止镍表面钝化氧化
G 镀金:利用电化学原理在镍面上镀上一定厚度的金
0 生产控制 5
1 生产前准备 5
1 检查各缸电气仪表处于正常状态
2 检查摇摆处于正常状态
3 检查循环过滤系统处于正常状态
4 检查 DI 水洗供应处于正常状态
5 检查自来水洗供应处于正常状态
6 检查打气量处于正常状态
7 检查药水缸水位处于正常状态
8 检查各药水缸温度处于正常范围内
2 安全事项5
1 所有电源及电气设备之驳接由设备部负责
2 员工上班时穿工作鞋,戴口罩、戴防酸胶手套
3 所有药水均为强酸物质或有毒物质,防止溅上皮肤或溅入眼内,若发生此类问题,应以大量清水冲洗患处,必要时看医生
4 禁止在行车运行时进入电镀线工作或维修,严禁行车载人