自动化混配料系统方案及报价一、系统要求:现有板材材生产线,由于生产工艺要求,现对该生产线提出集中配套自动化混配料系统要求;自动化混配料系统是决定产品产量和质量的关键环节,一套好的生产线配料系统,它能大大的提高产品产量与质量、改善生产作业人员劳动强度等
根据目前的情况,公司六条 PVC 板材生产线,每天用料在 80T 左右;具体要求分配料系统和混料两部分组成:配料系统要求:a) 主原料 PVC 粉两种、两个料罐,每罐 20M3O 共用一杆称,每锅总称重 300KG
堆积密度 0
5T/M3Ob) 辅助粉料 18 种、18 个储料罐各 1
5M3,为提高精度分 3杆称,每锅总称重 50KG 左右
幅料堆积密度 0
4T/M3oC)液体辅料 2 种、2 个料罐,共用一杆称,每锅总称重 2
密度 0°95T/M3
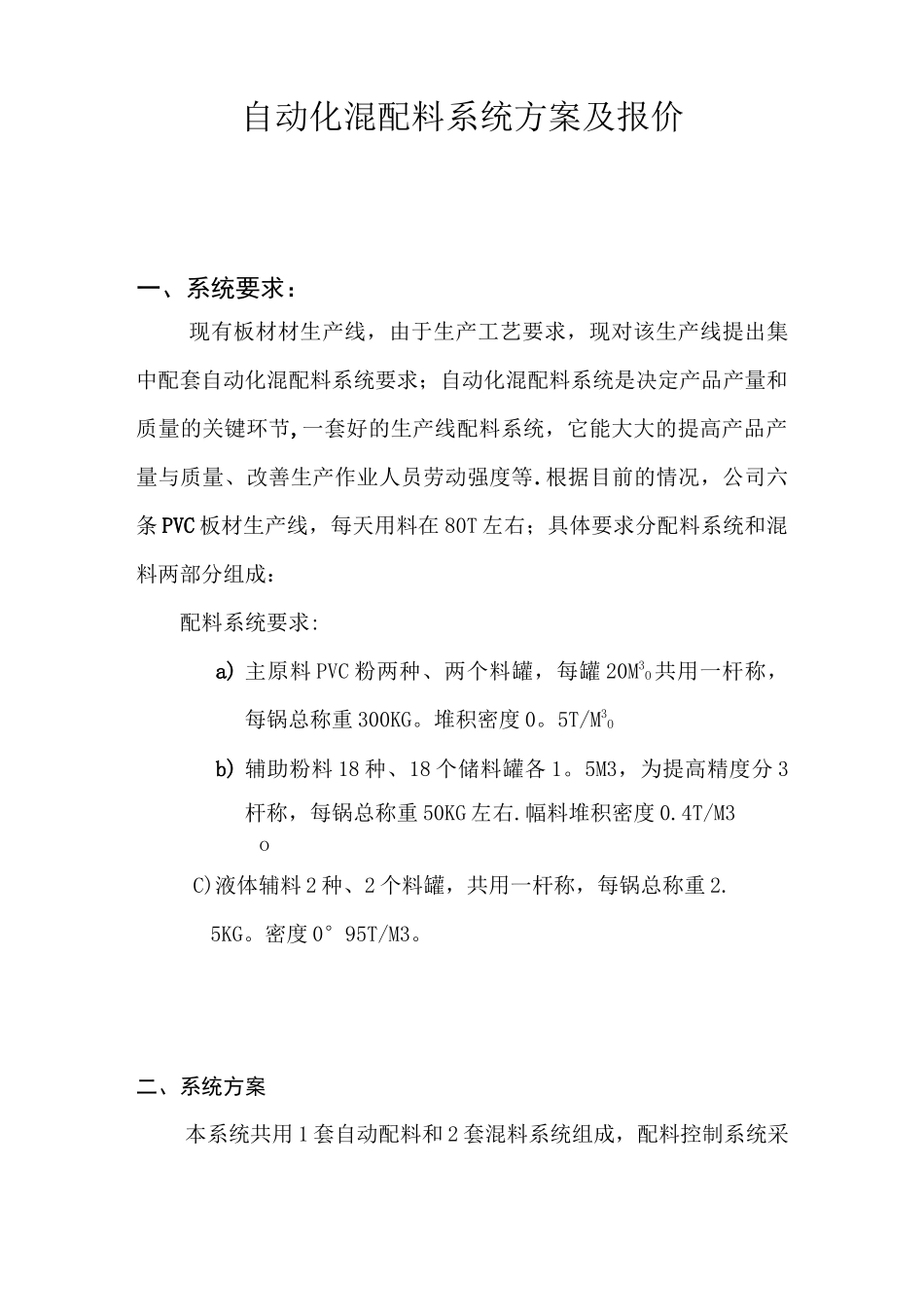
二、系统方案本系统共用 1 套自动配料和 2 套混料系统组成,配料控制系统采用一套 PLC、触摸屏和若干附件组成;混料系统有厂方提供配套
系统通过 485 通讯与电脑连成一个网络,为公司统一管理提供了方便的平台
(见系统框图)生产线配料部分主要有:2 个 20 立方粉料罐、18 个 1
5立方辅料罐、2 个 1
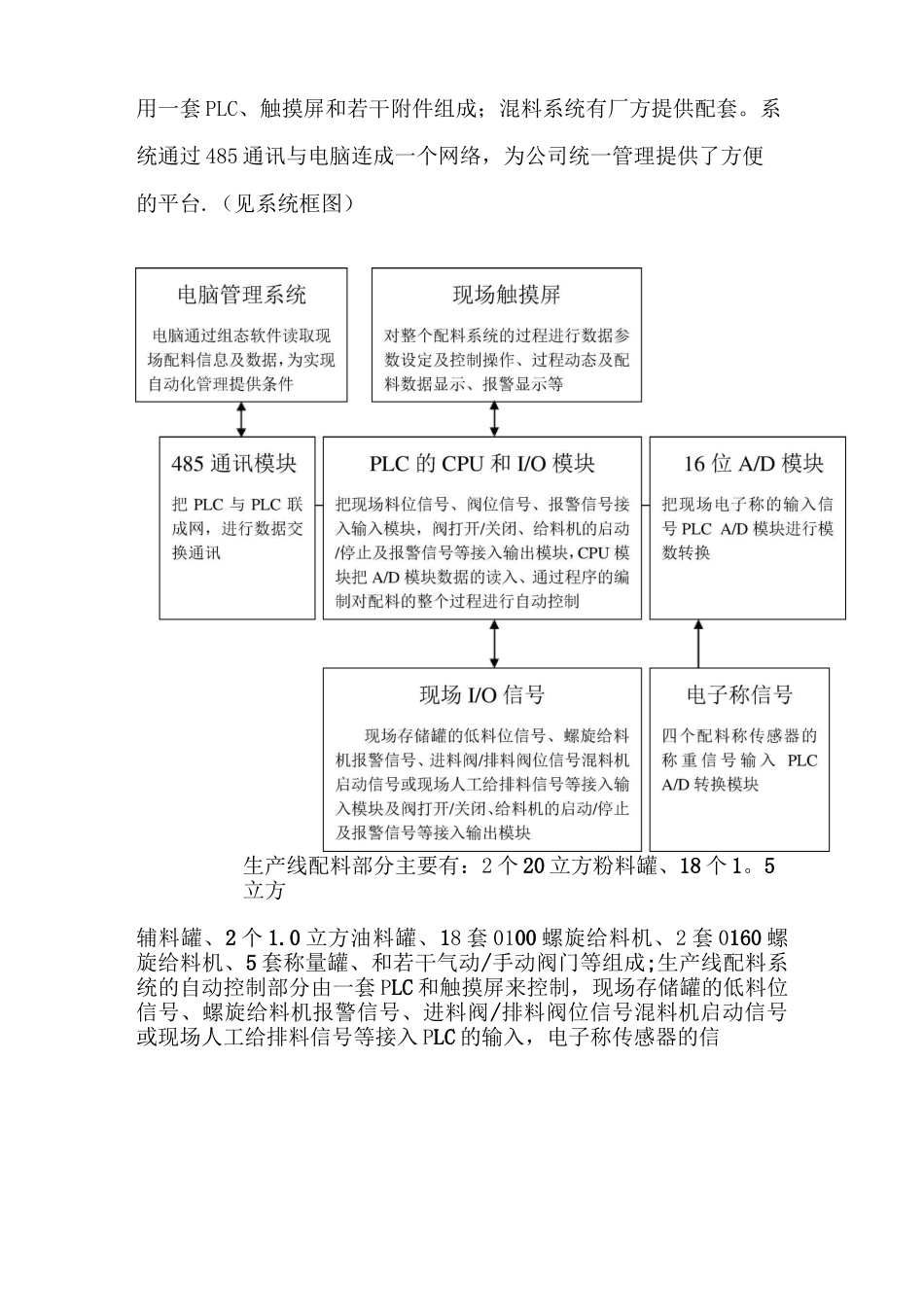
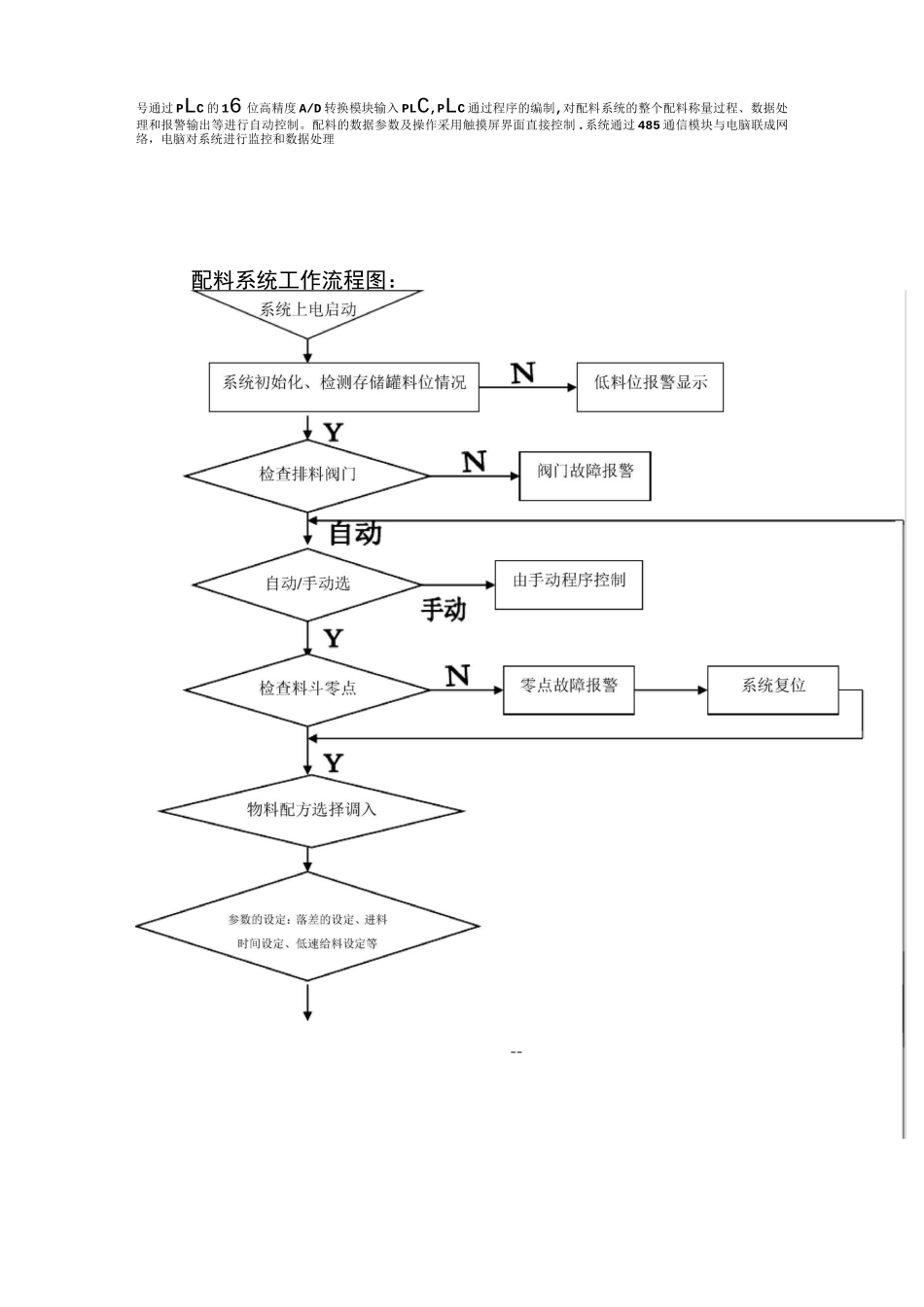
0 立方油料罐、18 套 0100 螺旋给料机、2 套 0160 螺旋给料机、5 套称量罐、和若干气动/手动阀门等组成;生产线配料系统的自动控制部分由一套 PLC 和触摸屏来控制,现场存储罐的低料位信号、螺旋给料机报警信号、进料阀/排料阀位信号混料机启动信号或现场人工给排料信号等接入 PLC 的输入,电子称传感器的信号通过 PLC 的 16 位高精度 A/D 转换模块输入 PLC,PLC 通过程序的编制,对配料系统的整个配料称量过程、数据处理和报警输出等进行自动控制
配料的数据参数及操作采用触摸屏界面直接控制
系统通过 485 通信模块与电脑联成网络,电脑