线切割加工师傅不会传授你的:锥度加工方法与技巧能进行高精度锥度加工是数控慢走丝线切割机床的明显优势之一
加工有锥度的模具零件是较难掌握的技术,本文重点分析如何保证切割零件的锥度与尺寸精度
(请注意,这些资料是工厂里大师傅互不传授的技术,或者说一些大师傅也是一知半解
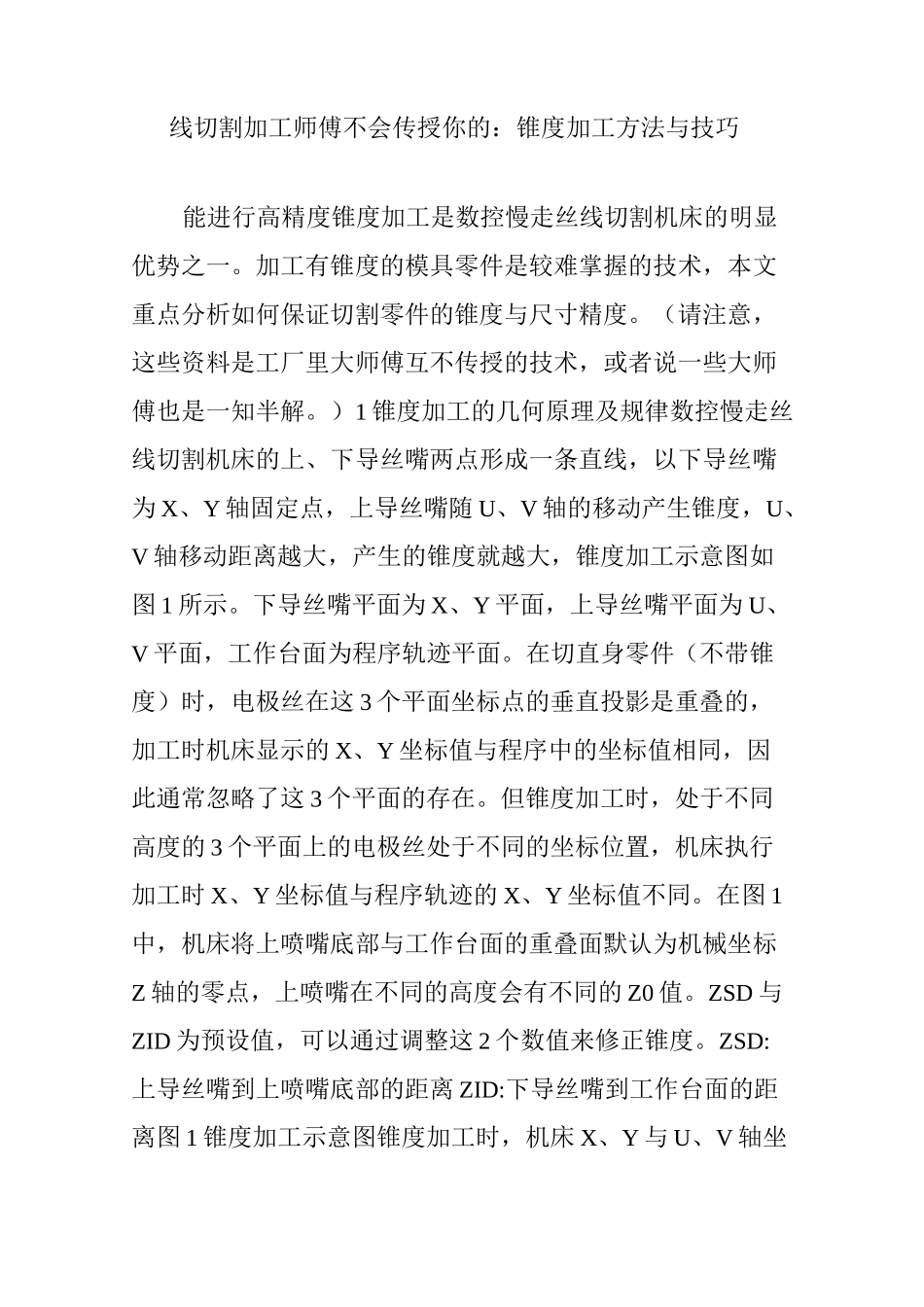
)1 锥度加工的几何原理及规律数控慢走丝线切割机床的上、下导丝嘴两点形成一条直线,以下导丝嘴为 X、Y 轴固定点,上导丝嘴随 U、V 轴的移动产生锥度,U、V 轴移动距离越大,产生的锥度就越大,锥度加工示意图如图 1 所示
下导丝嘴平面为 X、Y 平面,上导丝嘴平面为 U、V 平面,工作台面为程序轨迹平面
在切直身零件(不带锥度)时,电极丝在这 3 个平面坐标点的垂直投影是重叠的,加工时机床显示的 X、Y 坐标值与程序中的坐标值相同,因此通常忽略了这 3 个平面的存在
但锥度加工时,处于不同高度的 3 个平面上的电极丝处于不同的坐标位置,机床执行加工时 X、Y 坐标值与程序轨迹的 X、Y 坐标值不同
在图 1中,机床将上喷嘴底部与工作台面的重叠面默认为机械坐标Z 轴的零点,上喷嘴在不同的高度会有不同的 Z0 值
ZSD 与ZID 为预设值,可以通过调整这 2 个数值来修正锥度
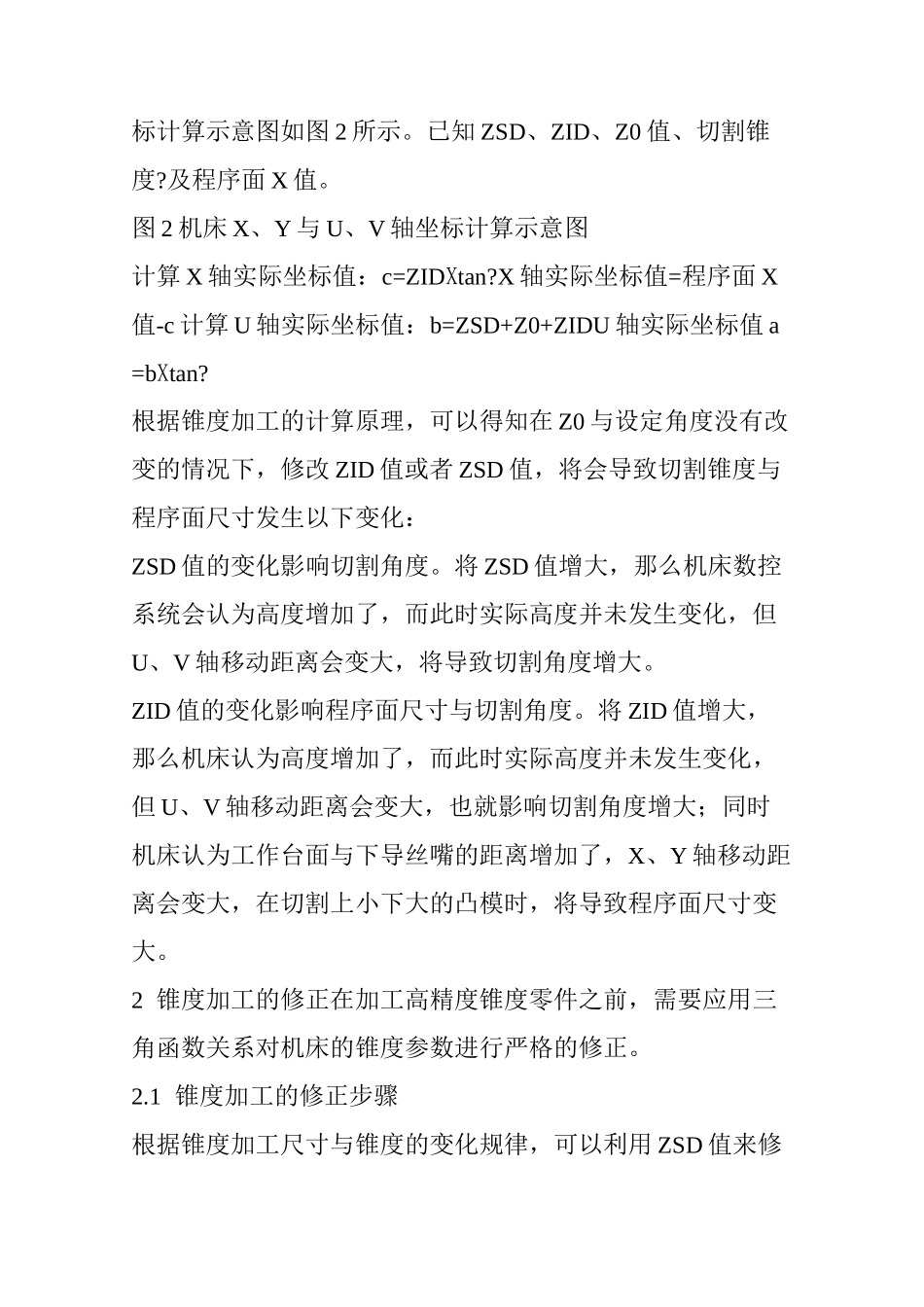
ZSD:上导丝嘴到上喷嘴底部的距离 ZID:下导丝嘴到工作台面的距离图 1 锥度加工示意图锥度加工时,机床 X、Y 与 U、V 轴坐标计算示意图如图 2 所示
已知 ZSD、ZID、Z0 值、切割锥度
及程序面 X 值
图 2 机床 X、Y 与 U、V 轴坐标计算示意图计算 X 轴实际坐标值:c=ZIDXtan
X 轴实际坐标值=程序面 X值-c 计算 U 轴实际坐标值:b=ZSD+Z0+ZIDU 轴实际坐标值 a=bXtan
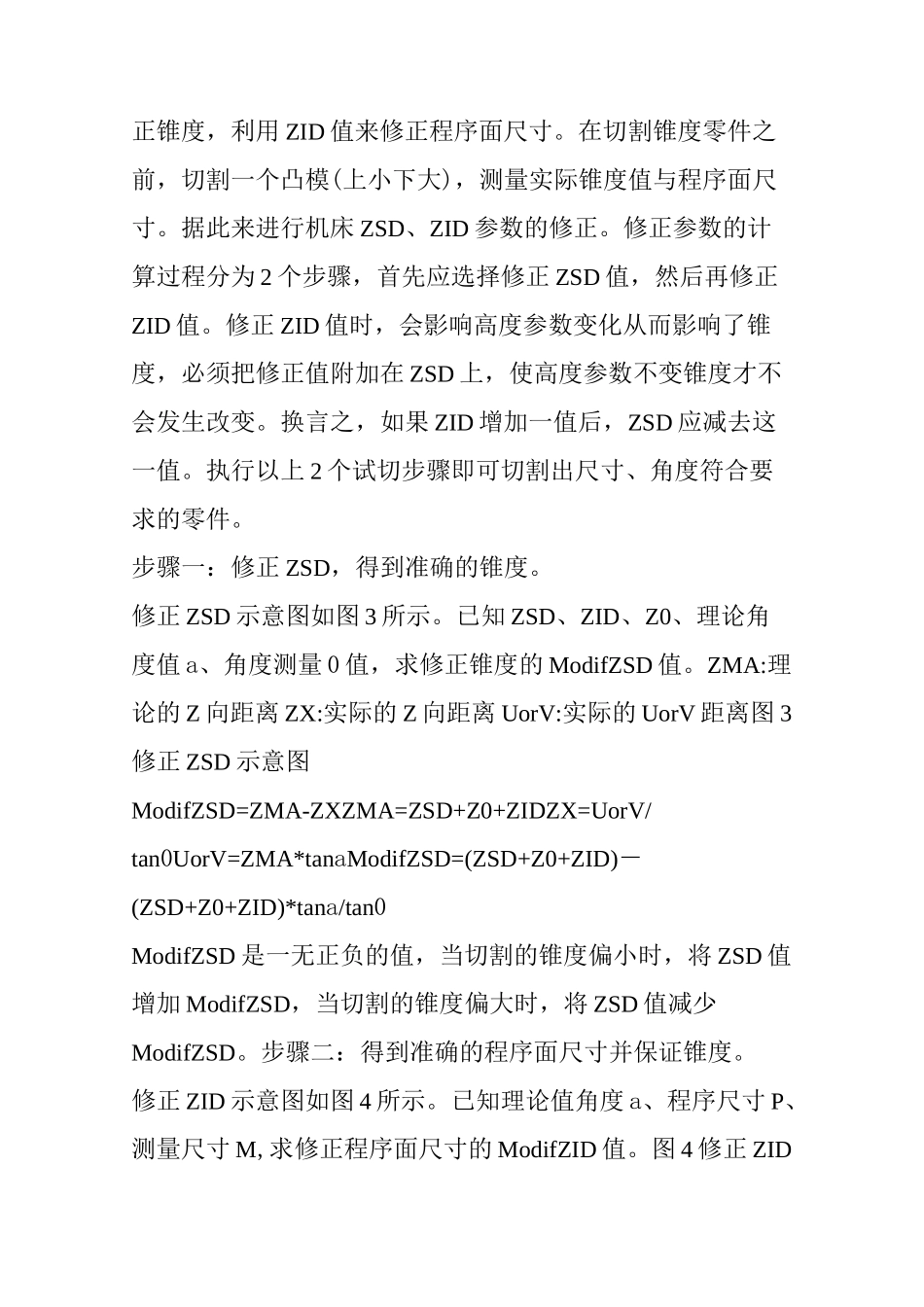
根据锥度加工的计算原理,可以得知在 Z0 与设定角度没有改变的情况下,修改 ZID 值或者 ZSD 值,将会导致切