管道坡口施工工艺1
适用范围本工艺适用于火力发电厂采纳 V 形对接的汽水管道、油管道的坡口施工
1 《电力建设施工及验收技术法律规范》(锅炉机组篇) DL/T 5047—952
2 《电力建设施工及验收技术法律规范》(管道篇) DL 5031-952
3 《火电施工质量检验及评定标准》(锅炉篇)1996 年版2
4 《电力建设安全工作规程》(第 1 部分:火力发电厂)DL/5009
1-20243
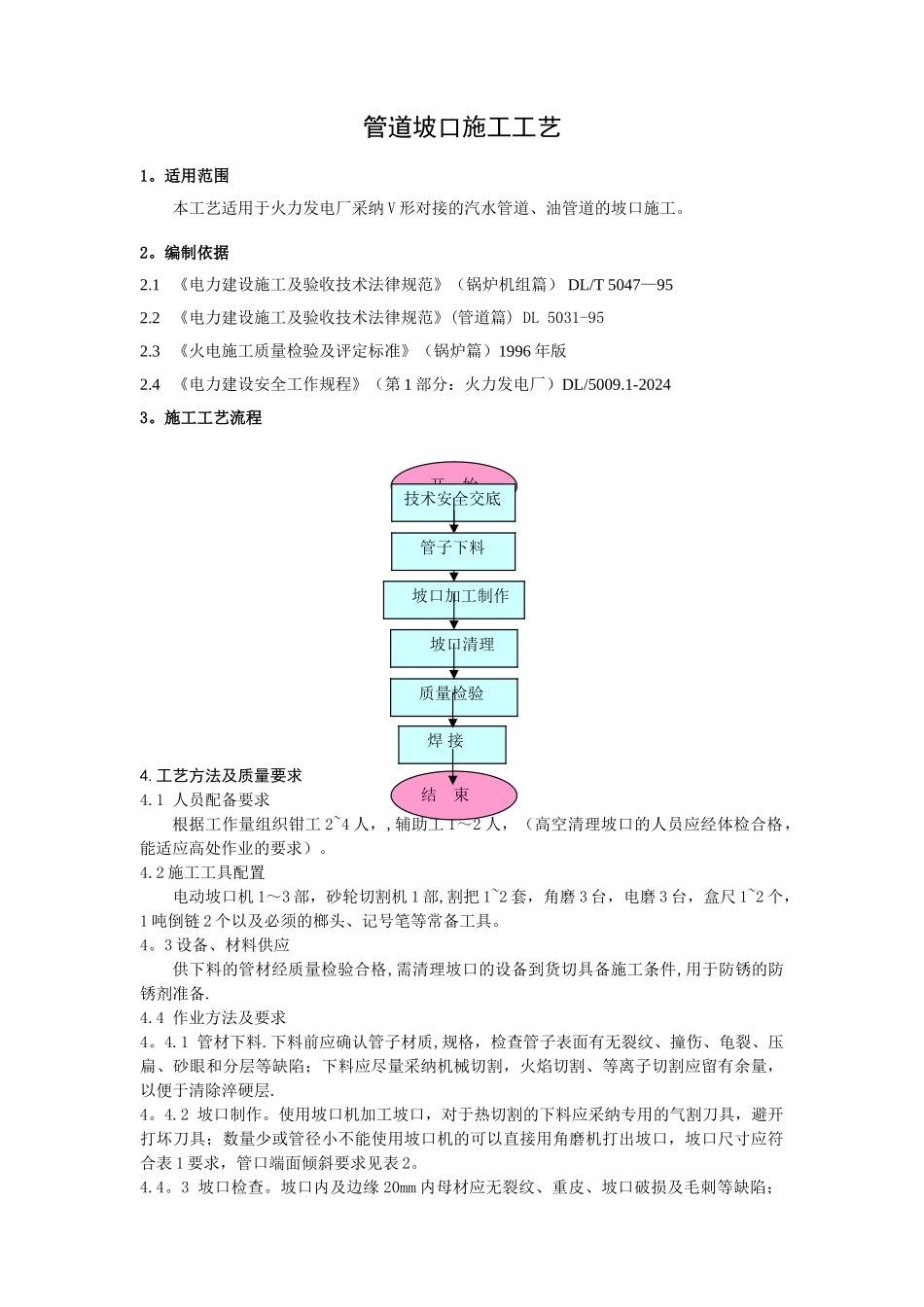
施工工艺流程4
工艺方法及质量要求4
1 人员配备要求根据工作量组织钳工 2~4 人,,辅助工 1~2 人,(高空清理坡口的人员应经体检合格,能适应高处作业的要求)
2 施工工具配置电动坡口机 1~3 部,砂轮切割机 1 部,割把 1~2 套,角磨 3 台,电磨 3 台,盒尺 1~2 个,1 吨倒链 2 个以及必须的榔头、记号笔等常备工具
3 设备、材料供应供下料的管材经质量检验合格,需清理坡口的设备到货切具备施工条件,用于防锈的防锈剂准备
4 作业方法及要求4
1 管材下料
下料前应确认管子材质,规格,检查管子表面有无裂纹、撞伤、龟裂、压扁、砂眼和分层等缺陷;下料应尽量采纳机械切割,火焰切割、等离子切割应留有余量,以便于清除淬硬层
2 坡口制作
使用坡口机加工坡口,对于热切割的下料应采纳专用的气割刀具,避开打坏刀具;数量少或管径小不能使用坡口机的可以直接用角磨机打出坡口,坡口尺寸应符合表 1 要求,管口端面倾斜要求见表 2
3 坡口检查
坡口内及边缘 20mm 内母材应无裂纹、重皮、坡口破损及毛刺等缺陷;开 始技术安全交底管子下料坡口加工制作质量检验坡口清理焊 接结 束合金管应检查标记是否明显,否则应重新标记
4 不同厚度焊件对口时,其厚度差的处理
5 坡口清理管子和管件的坡口及内、外壁 10~15mm 范围内的油