管道除锈工艺施工技术交底一、 首先对电动工具的出库的检查1、机具是否完好2、电动工具电线是否完好3、测试电动工具运转是否正常以上三项任何一项不合格严禁使用二、 施工现场、接电应由专业电工负责接线,其它人员不得接线
三、 除锈:用手提式角向磨光机,配套钢丝轮1、清除金属表面浮锈、锈班2、用铲刀清除金属表面锈块3、用绵纱粘丙酮对金属面油垢、油脂进行擦洗
螺旋卷管焊接缝处,用电动除锈顺缝刷除,以免缝沟槽铁锈清除不尽
4、除锈顺序,先上后下,先右后左的方式逐步进行了
5、除锈完毕,用绵纱粘丙酮进行全部擦试洁净
6、对已对接口,左右预留 100mm,未对接口钢材厚度ъ=5mm 时,预留 100mm,未对接口 ъ=10mm 以上时,包括 ъ=10mm,预留 150mm
四、 除锈检查:1、管道表面应无可见油脂和污垢2、管道表面应无附着不牢的氧化皮3、管道表面应无有机涂层五、 除锈必须达到以上“三无”视为合格管道绝热施工专项方案一、 编制依据及执行标准GB4272-92 设备、管道保温技术通则GB50185—93 工业设备及管道绝热工程质量检验评定标准GBJ126—89 工业设备及管道绝热工程施工及验收法律规范GB/T 8923—1988 涂装前钢材表面锈蚀等级和除锈等级HG/T29679—1990 化工设备、管道外防腐设计规定海丰二期募投配套项目外管设计说明2011 年 03 月 29 日会议关于《宜宾天原海丰和锐有限公司二期募投项目防腐、绝热推举施工方案及主要材料厂家》的规定
二、 工程慨况:1、工程内容:宜宾海丰和锐有限公司二期募投项目防腐、绝热(公用工程部分)管道防腐绝热工程
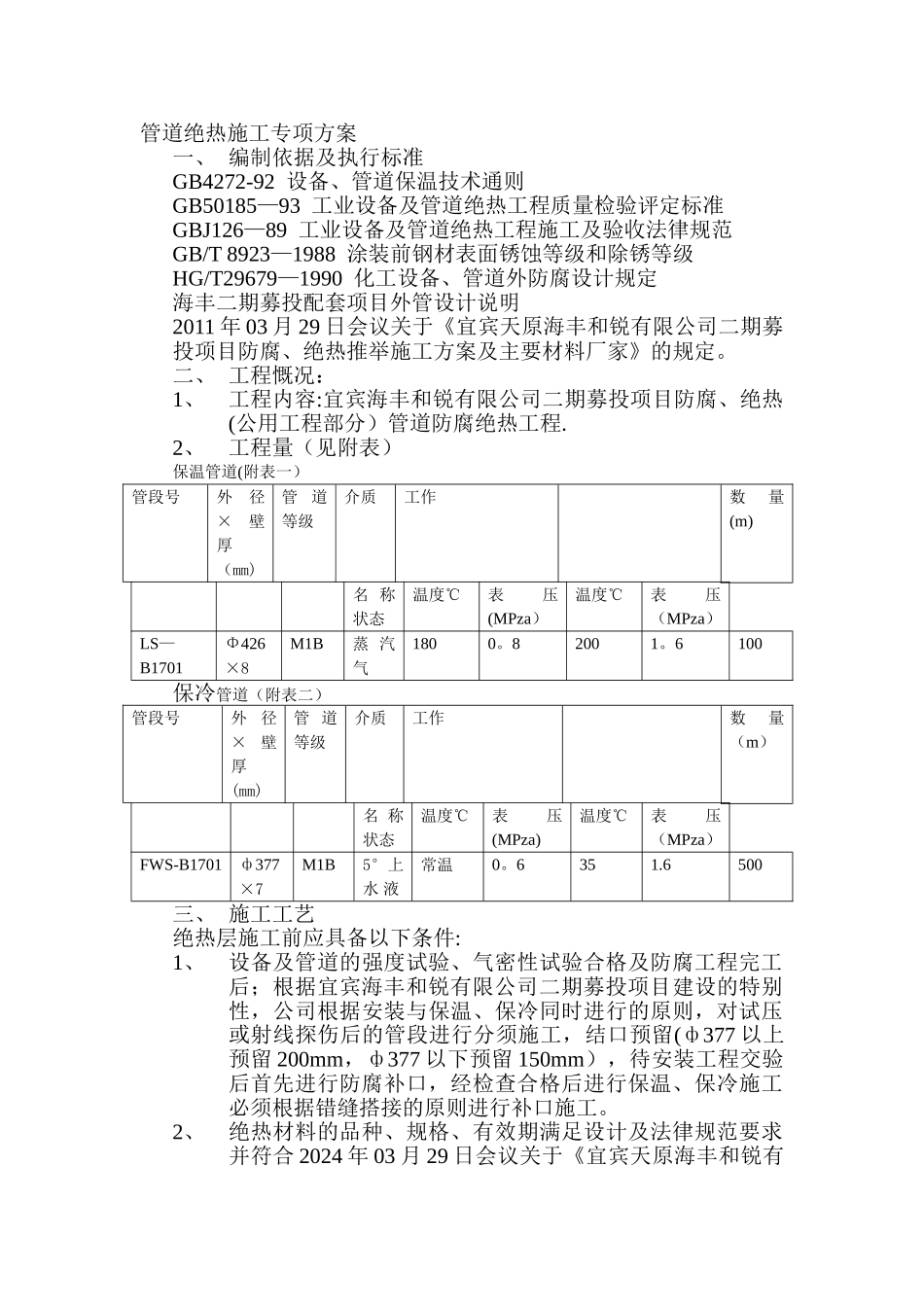
2、工程量(见附表)保温管道(附表一)管段号外径×壁厚(mm)管道等级介质工作数量(m)名 称 状态温度℃表压(MPza)温度℃表压(MPza)LS—B1701Φ426×8M1B蒸 汽 气1800