竞赛题 自动线装配与调试任务书工位号: 一、竞赛设备及工艺过程描述YL-335B 自动生产线由供料、输送、装配、加工和分拣等 5 个工作单元组成,其中,供料与输送、装配、加工以及分拣单元等分别构成工作站,均设置一台PLC 承担其控制任务,各 PLC 之间通过 RS485 串行通信的方式实现互连,构成分布式的控制系统
系统主令工作信号由连接到供料—输送站 PLC 的触摸屏人机界面提供,主站与各从站之间通过网络交换信息,各从站应具备在网络故障时进行单站操作的后备功能
整个系统的主要工作状态除了在人机界面上显示外,尚须由安装在装配单元的警示灯显示启动、停止、报警等状态
自动生产线的主要工作过程如下:⑴ 将供料单元料仓内金属或白色塑料的待装配工件送往装配单元的装配台进行装配
⑵ 装配工作如下:把装配单元料仓内的白色或黑色的小园柱零件嵌入到装配台的待装配工件中,完成装配后的成品(嵌入白色零件的金属工件简称白芯金属工件,嵌入黑色零件的金属工件简称黑芯金属工件;嵌入白色零件的白色塑料工件简称白芯塑料工件,嵌入黑色零件的白色塑料工件简称黑芯塑料工件;)送往加工站
⑶ 在加工单元完成对工件的一次压紧加工,然后送往分拣单元
已装配和加工的成品工件如图 1 所示
图 1 已完成加工和装配工作的工件⑷ 通过分拣机构,从 1 号槽和 2 号槽分别输出满足一定套件关系的工件,不满足套件关系的工件从 3 号槽输出作为散件
⑸ 从 1 号滑槽或 2 号滑槽输出的总套件数达到指定数量时,一批生产任务完成,系统停止工作
二、需要完成的工作任务(一)自动生产线设备部件安装完成 YL-335B 自动生产线的供料、装配、加工、分拣单元和输送单元的部分装配工作,并把这些工作单元安装在 YL-335B 的工作桌面上
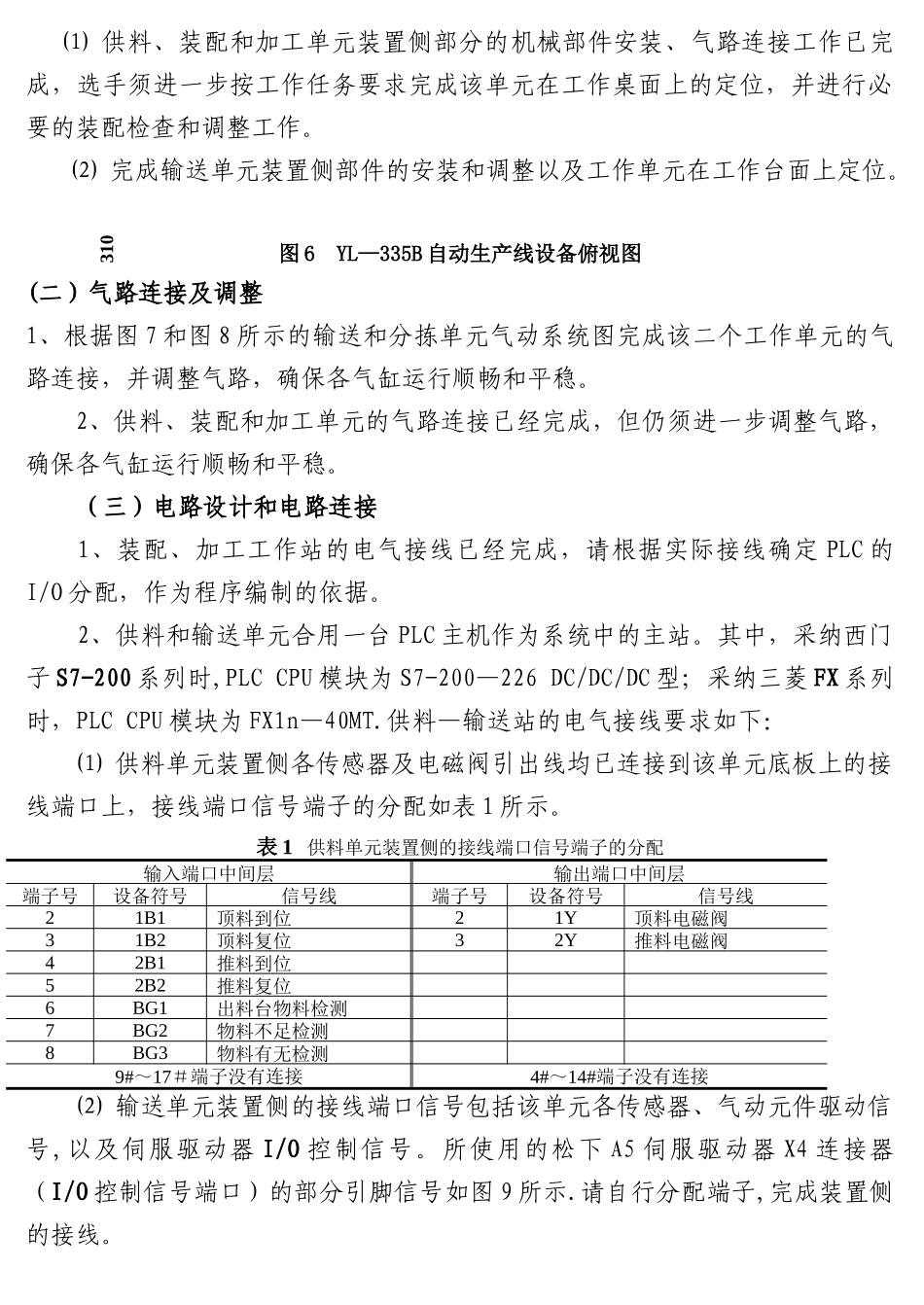
1、各工作单元装置侧部分的装配要求如下:⑴ 供料、装配和加工单元装置侧部分的机械部件安装、气路连接工作已